Product Detail
СТАНКИ ДЛЯ РЕЗКИ И РАСКРОЯ ЛИСТОВОГО МЕТАЛЛА И ТРУБ
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
- Item Number: 186061
- Product Category: ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПРОКАТА, ИЗДЕЛИЙ ИЗ СОРТОВОГО И ЛИСТОВОГО ПРОКАТА
Описание
- Станки для резки и раскроя листового металла и труб с ЧПУ - это прежде всего: станки оптоволоконной лазерной резки листового металла; станки плазменной резки; станки гидроабразивной обработки и гильотинные ножницы.
Full Description

Страна происхождения: Тайвань

Особенности
Системы лазерной резки IPG Photonics объединяют в себе лучшие волоконные лазеры, системы позиционирования и програмное обеспечение. Это эффективные решения для резки сталей, меди, алюминия и других металлов. Стандартные установки вмещают заготовки от нескольких милиметров до 3100 x 12500 x 150 мм. Каждая система может быть предложена в специальном исполнении. Варианты автоматизации – от ручной загрузки до полностью автоматизированных платформ для непрерывного производства.
Преимущества лазерной резки металла
Лазерная резка обеспечивает получение более точных по перпендикулярности кромок и более узких прорезей применительно к характерному для процесса диапазону толщин. Сфокусированное лазерное излучение позволяет нагревать достаточно узкую зону обрабатываемого материала, что уменьшает деформации при резке. При этом получаются качественные и узкие резы со сравнительной небольшой зоной термического воздействия. Дополнительным преимуществом лазерной резки является точность получаемых деталей, особенно при образовании вырезов, небольших фигур сложной конфигурации и четко очерченных углов. Одним из главных достоинств данного вида обработки является её высокая производительность. Лазерная резка обеспечивает высокие качество и точность при сравнительно большой скорости разрезания. При лазерной обработке на тонколистовом материале не остается окалины, что позволяет сразу передавать детали на следующую технологическую операцию.
Характеристики
Лазерная головка Precitec с емкостным датчиком Precitec EG8030
Лазерная головка позволяет эффективно и экономично производить резку различных материалов малых и средних толщин при помощи волоконного лазера: нержавеющую сталь и алюминий толщиной до 12 мм, конструкционную сталь до 24 мм. Данная головка интегрируется в станки портального типа с волоконным лазерным источником, имеющим мощность от 500 Вт до 6 кВт. К неотъемлемым функциям относится защита оптических элементов головки от брызг металла. Защита оптики от возможных загрязнений осуществляется благодаря сменному защитному стеклу. Обогащенный продувочный воздух предотвращает попадание производственной пыли и частиц в коллиматор головки. Фокусирующая линза располагается в герметичном сменном картридже, что предотвращает загрязнение оптики, даже если продувочный воздух загрязнен. Оптика из кварцевого стекла высокого качества обеспечивает стабильное фокусное расстояние, которое можно легко регулировать. Система регулирования высоты положения лазерной головки над листом (Германия).
Комплектация оборудования
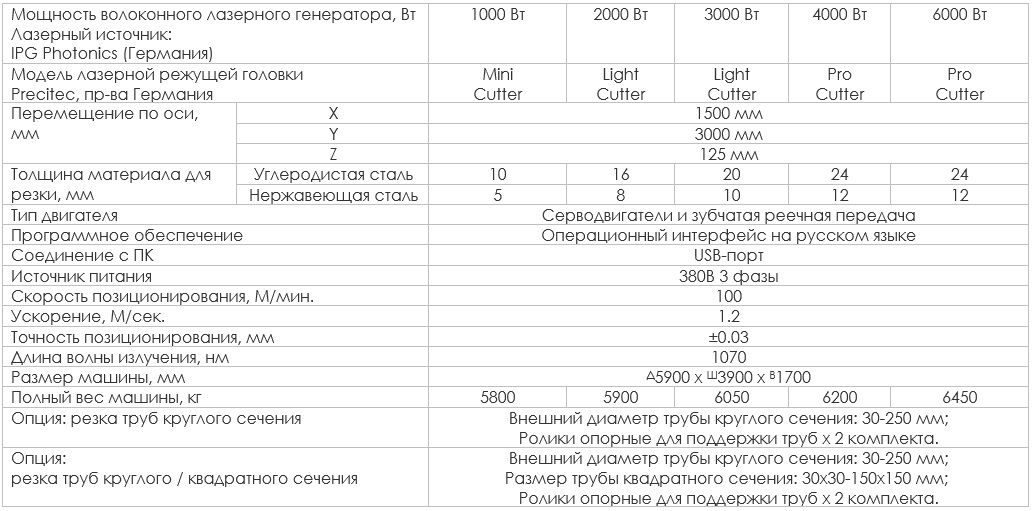
| Лазерный генератор | Лазерный источник IPG Photonics. Волоконный лазер марки FLC-2000M-W Fujikura (Япония). Мощность волоконного лазерного генератора, 1000-6000 Вт. Длина волны излучения, 1070 нм ±5 нм. Регулирующая частота: 10 кГц. Стабильность мощности лазера ± 2 %. Вес волоконного лазерного генератора, 350 кг. Система водяного охлаждения серии СW. |
| Станина | Тяжелая сварная станина. Практичная прочная конструкция. Благодаря отжигу станины, ее конструкция более устойчива и не подвергается деформации. Сменный стол портального типа. Скорость переключения составляет всего 10 секунд. Портал изготовлен из марганцевой стали, алюминия для обеспечения легкости в управлении. |
| Профильные направляющие | Hiwin (Тайвань). Класс точности H. Перемещение по оси Х: спиральный зубчато-реечный механизм. Перемещение по оси Y: спиральный зубчато-реечный механизм с двойным приводом. Шестерня по осям X/ Y: М2. Тип двигателя перемещения по оси Х: Серводвигатель Mitsubishi мощностью 1500 Вт. Тип двигателя перемещения по оси Y: Серводвигатель Mitsubishi мощностью 3500 Вт x 2 ед. Коробка передач сервопривода серии Backlash 5 Minute, обеспечивает точность позиционирования и быструю реакцию во время обратного хода. Скорость позиционирования, 100 М/мин. Скорость резания, 20 М/мин. Ускорение, 1.2 М/сек2. Точность позиционирования, ±0.03/3000 мм. Точность повторяемости перемещений ±0.05/3000 мм. Точность координации ± 0.05 мм/1.5 М*3 М. Система линейного перемещения: зубчатая реечная передача. Перемещение по оси Z, 125 мм. Пульт управления (патент) х 1 комплект. |
| Система передачи | Реечная передача YYC (Тайвань), 6 класс точности. |
| Серводвигатель | YASKAWA (Япония). Высокая амортизация, хорошая ригидность, может выдерживать высокие скорости и ускорение. Линейные направляющие обеспечивают высокие скорости, высокую точность, высокую надежность. |
| Скоростной редуктор | Shimpo (Япония). |
| Клеммный ряд | Weidmuller (Германия). |
| Система ЧПУ | Тайвань. |
| Программное обеспечение | Тайвань. |
| Вспомогательное оборудование | Водяной чиллер (Тайвань), компьютер Adlink (Тайвань). |
Система управления CYPCUT
Профессиональная высокоточная система управления ЧПУ. Система управления и программное обеспечение поддерживает файлы в форматах DXF, AI, IGS. Создание чертежей возможно через программное обеспечение. Программное обеспечение с функцией маятниковой резки для экономии времени при изготовлении одинаковых изделий. Функция NESTING для экономии материала с помощью экономии пространства. Система управления ЧПУ-AMG CNC. Экран 15 дюймов, цветной графический дисплей, сенсорный экран. Оперативная память емкостью 1 GRAM. Жесткий диск емкостью 32 GSSD. Чиллер для ЧПУ. Соединение с ПК через USB-порт. Сетевой интерфейс. Стабилизатор напряжения AVR для защиты ЧПУ. Фильтр электромагнитных помех (EMI) для серводвигателей. Удаленная диагностика.
Система автоматизированного проектирования CAD/CAM
Доступные настройки: настройка траектории резания; настройка зазора между соплом и поверхностью металла; настройка параметров включения / выключения режущего инструмента; функция Auto Nesting для экономии материала с помощью экономии пространства; вывод кода ЧПУ.
Водяной чиллер
Профессиональная система охлаждения ф. TongFei. Автоматически поддерживает заданную температуру хладагента.
Система сбора пыли
Система сбора пыли и стружки внизу станка. Двигатель мощностью 3 л.с. с инвертором. Расход воздуха: 6.2 М3/мин. Статическое давление: 2800 мм водного столба. Диаметр входного отверстия: 3 дюйма. Уровень шума: 71 Дб. Вес устройства: 238 кг. Габариты устройства Д600 х Ш600 х В1700 мм. Вентилятор перемещает пыль и дым в течении процесса резки наружу и сохранять станок в чистоте, увеличивая тем самым срок его службы.
Система впрыска масла и газораспределительная аппаратура
После определенного времени эксплуатации шестерня и рейка требуют обслуживания (впрыска масла). Газораспределительный клапан регулирует поток азота, кислорода и воздуха во время резки.
Спецификация
Референтная модель 1530. Станок оптоволоконной лазерной резки листового металла с ЧПУ.
Технология
Факторы, влияющие на процесс резки:
- Мощность лазера
Мощность лазера является одним из самых важных факторов в процессе лазерной обработки материалов. Снижение мощности лазерного луча используется, когда нам необходима высокая точность вырезывания. С другой стороны, более толстые и прочные материалы требуют более высокой мощности лазерного луча. - Частота импульса
Частота импульса - это некоторая величина, пропорциональная мощности лазера. Современные лазеры обладают усовершенствованными функциями управления процессом резки, которые позволяют автоматически повышать или понижать частоту импульса в зависимости от обрабатываемого материала. - Тип газа, используемого при резке
Для того, чтобы процесс резки был эффективным и безопасным, для резки различных видов материалов требуются определенные типы газа. Древесина, например, является воспламеняющимся материалом и исключает применение кислорода при резке во избежании пожаров. С другой стороны, кислород можно использовать при резке металлических поверхностей, не содержащих оксиды. Тип газа не является единственным фактором, влияющим на процесс. Качество газа не менее важно. Один и тот же газ с различной частотой будет по-разному влиять на процесс резки (как на время, так и качество резки). - Давление газа
Давление газа в лазере является еще одним важным фактором. От давления газа зависит толщина разрезаемого материала. Чем тоньше материал, тем ниже должно быть давление газа, в противном случае существует риск повреждения материала и лазерного устройства. - Диаметр сопла
Режущие сопла существенно влияют на процесс резки лазером. Например, когда мы имеем дело с низким давлением лазерной резки, требуются сопла меньшего диаметра. И наоборот, когда обрабатываемый материал требует более высокого давления для резки, тогда нужно использовать сопла более крупного диаметра. - Расстояние от сопла до поверхности обрабатываемого материала
Расстояние от сопла до разрезаемой поверхности очень важно для качественного результата лазерной резки. Как правило, чем меньше расстояние между соплом и поверхностью, тем точнее и качественнее результат резки. Но в ряде случаев рекомендуется увеличить это расстояние для того, чтобы предотвратить повреждение оборудования.
КОМПЛЕКТУЮЩИЕ КАТЕГОРИИ
ЛИНИИ ДЛЯ ПРОИЗВОДСТВА СТАЛЬНОГО ПРОФИЛЯ И ТРУБ
АГРЕГАТ ДЛЯ РАСКРОЯ РУЛОНА СТАЛИ НА ПОЛОСЫ И ЛИСТЫ
2D/3D КООРДИНАТНО-ИЗМЕРИТЕЛЬНЫЙ ПРИБОР
Видео-презентация оборудования, инструмента и оснастки из Тайваня
Мощность лазерного генератора 1 кВт, толщина материала 6 мм, скорость резки 1300 мм/мин.