Product Detail
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА СВАРНОЙ СЕТКИ
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
- Item Number: 186053
- Product Category: ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПРОКАТА, ИЗДЕЛИЙ ИЗ СОРТОВОГО И ЛИСТОВОГО ПРОКАТА
Описание
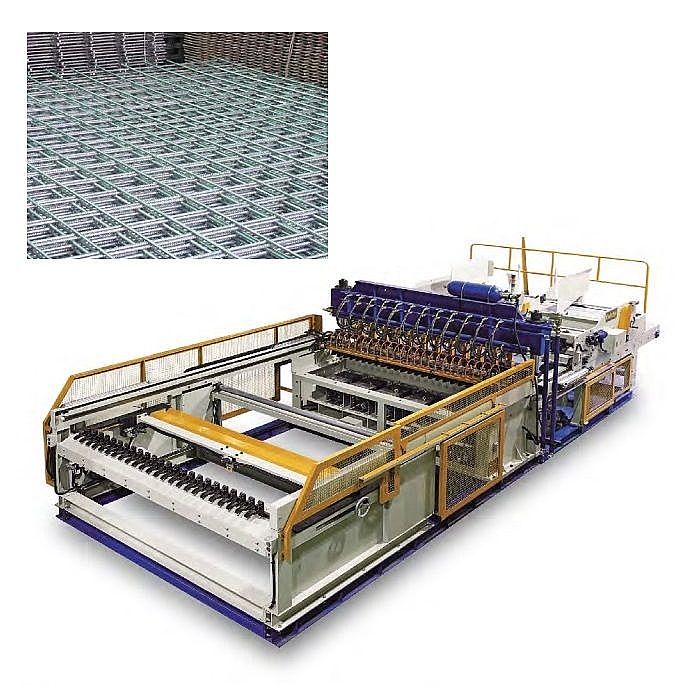
- Уникальная конструкция оборудования для производства сварной сетки, металлических армокаркасов не уступает по техническим характеристикам ведущим зарубежным производителям, таким как Clifford (Южная Африка), Schnell (Италия), AWM (Италия). Производитель использует только качественные компоненты мировых производителей.
- Линия оборудования обеспечивает полный цикл производства сварной сетки, автоматизацию процессов, высокую эксплуатационную надежность, быструю и удобную настройку, сервис.
- Оборудование для производства сетки-рабица (по техническому заданию).
Full Description

Страна происхождения: Тайвань

Особенности
Сварная арматурная и кладочная сетка, которую ещё называют попросту строительной, используется при армировании кирпичной кладки, стяжке фундамента, штукатурных работах. Кроме того, такая сетка используется для ограждения строительных объектов, изготовления всевозможных загонов, вольеров и клеток в животноводческой промышленности и на птицефермах. В агрокомплексах сварная сетка используется, как каркас для теплиц. Сварную сетку можно использовать для армирования железобетонных конструкций, монолитных плит перекрытий и покрытий, устройства монолитных поясов, защитных стальных ограждений, усиления существующих перекрытий при реконструкции, любых других целей, где необходимо устройство арматуры. Линия для изготовления сварных сеток из мерных прутков состоит из следующих модулей:
- Сварочного портала, основной части линии, обеспечивающего сварку прутков.
- Модуля подачи поперечного прутка, устанавливающегося на сварочный портал, и представляющего собой накопитель бункерного типа.
- Модуля подачи продольных прутков.
- Модуля продольного перемещения сетки.
- Модуля пакетирования готовой сетки (опция).
Примечание: материал сетки - проволока из низкоуглеродистой, нержавеющей стали, арматурная проволока, оцинкованная проволока; для производства мерных прутков необходим правильно-отрезной станок (см. комплектующие категории).
Характеристики
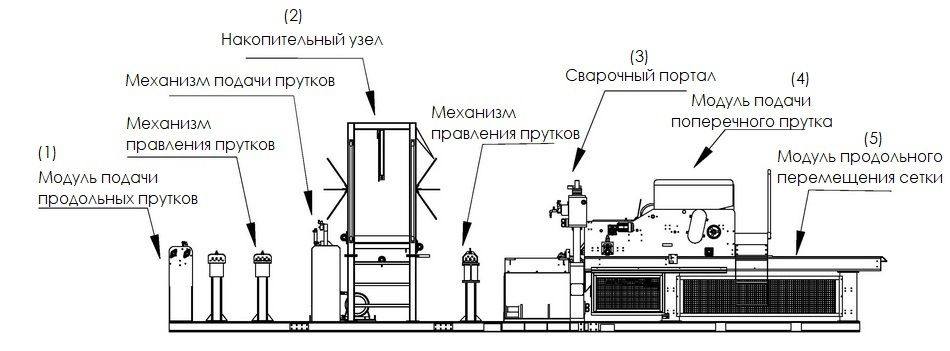
Комплектация линии оборудования для производства сварной сетки (5 основных узлов):
- (1) Модуль подачи продольных прутков.
- (2) Накопительный узел.
- (3) Сварочный портал.
- (4) Модуль подачи поперечного прутка.
- (5) Модуль продольного перемещения сетки (рольганг).
- Опция. Гильотинные ножницы.
- Опция. Узел штабелирования.
- Опция. Пакетировщик.
- Опция. Размотчик проволоки.
Модуль подачи продольных прутков
Модуль подачи продольных прутков позволяет производить загрузку прутков (макс. количество 60 шт.) к сварочному порталу в процессе производства предыдущей сетки, благодаря этому, сокращается время простоя линии, что увеличивает производительность в среднем в 1,5-2 раза. Продольный пруток оператор вручную вставляет в направляющие втулки. Перемещение продольных прутков к сварочному порталу осуществляется с помощью каретки. Датчики наличия проволоки позволяют исключить возможность изготовления бракованной сетки.
Накопительный узел
2 комплекта устройства подачи проволоки; один из которых приводится в движение двигателем, направляя продольные прутки в накопительный узел (аккумулятор) - макс. количество продольных прутков 60 шт., а другой комплект приводится в действие рольгангом с сервоприводом для передачи продольных прутков в сварочный портал.
Сварочный портал с модулем подачи поперечного прутка
Сварочный портал является основной частью линии. Такие величины как максимальная производительность линии, диаметр свариваемых прутков, геометрические размеры и конструкция сетки определяются характеристиками сварочного портала. Сварочный портал укомплектован модулем подачи поперечного прутка (бункер емкостью 2 тонны), который подается во время сварки автоматически. Воздушный компрессор в базовый комплект поставки не входит. Электроды кубической формы из специального материала (основа – медь, упрочняющие добавки - TiC, TiO2) позволяет увеличить их срок службы за счет многократного использования граней. Производительность сварочного портала: 60-80 поперечных прутков в минуту (в зависимости от диаметра прутка), скорость сварки составляет 0.5-1.2 секунды.
Модуль продольного перемещения сетки (рольганг)
Модуль продольного перемещения сетки через сварочный портал благодаря использованию сервопривода позволяет изготавливать ровную сетку с переменным шагом. Шаг между поперечными прутками задается с пульта и меняется плавно.
Система управления
Программируемый логический контроллер и панель оператора HMI. Система диагностики неисправностей, сварочный аппарат контролируется S.C.R и микрокомпьютером.
Система водяного охлаждения (дополнительное оборудование, приобретается Заказчиком)
Для эффективной работы сварочного трансформатора ручной линии необходимо использовать систему водяного охлаждения проточного или замкнутого типа. Конструктивно система состоит из следующих основных узлов: рама, насос, радиатор, блок управления, резервуар для воды.
Гильотинные ножницы (опция)
Гидравлический нож выполняет автоматический отрез сварной сетки по длине. Материал ножа: SKD11. Диапазон диаметра отрезаемой заготовки: Ø4.0-8.0 мм. Скорость реза: 45 резов/ мин. Ширина отрезаемой сетки: макс. 3100 мм. Мощность гидравлического двигателя – 20 л.с.
Узел штабелирования (опция)
Узел выполняет переворот сварной сетки и транспортировку в зону хранения. Длина рольганга: 13 метров. Интервал: 75 * 75 мм - 250 * 250 мм. Ширина сетки: 1500 мм - 3100 мм. Длина сетки: 3500 мм - 6000 мм. Масса сетки: 280 кг (переворот). Грузоподъемность рольганга: макс. 4200 кг (предназначен только для штабелирования). Время переворота: менее 20 секунд. Время выгрузки готовой продукции: 15-20 сек.
Пакетировщик (опция)
Основной задачей модуля пакетирования и кантования является освобождение сварочного портала от готовой сетки. Пакетировщик располагается непосредственно под модулем продольного перемещения, где формируется штабель из сетки. В момент завершения производства очередной сетки лопасти пакетировщика опускаются и складируют сетку в стопку. Рольганг длиной 7 метров. Интервал сетки: 100*100 мм – 250*250 мм. Ширина сетки: 2400 мм – 3100 мм. Длина сетки: 3000 мм – 6000 мм. Высота увязанной сетки: 400 мм. Скорость увязки: < 35 сек/штабель-комплект. Время выгрузки готовой продукции: 15-20 секунд.
Размотчик проволоки (опция)
Количество – 60 шт. Размотчик проволоки применяется в том случае, если исходной заготовкой для подачи продольных прутков является проволока в мотках. Модель: SJS-TRAY-03, с двигателем и инвертором скорости подачи проволоки.
Спецификация

Технология
Заранее нарубленные с помощью правильно-отрезного станка мерные поперечные прутки подаются оператором посредством кран-балки либо грузоподъемного механизма в бункер модуля подачи поперечных прутков. Продольные мерные прутки заряжаются напрямую в модуль подачи продольных прутков. При этом сокращается время простоя сварочной машины за счет загрузки прутков в позицию подачи к сварочному порталу в процессе производства предыдущей сетки. После подачи команды запуска сетка начинает свариваться на сварочном портале. Далее сетка с помощью сервопривода модуля продольного перемещения продвигается на всю длину. В модуле пакетирования происходит складирование сетки в штабель. Для производства мерных прутков необходим правильно-отрезной станок.
Энергопотребление. Оборудование для производства сварной сетки
| Количество трансформаторов | 9 шт. |
| Номинальная мощность трансформатора при КПД 50% | 150 кВа |
| Номинальный вторичный ток | 22 кА |
| Вторичное напряжение | 9В |
| Количество цилиндров | 30 шт. |
| Компрессор | 500 кг/см2 (пневматический) 50 л.с. |
| Расстояние между электродами | 95 мм |
| Напряжение (3-фазы) | 380В/50Гц±10% |
| Сечение питающего кабеля | 300 мм2 для 1-фазы |
| Предохранители с задержкой срабатывания | 1600A |
| Давление воздуха | 5~8 кг/см2 |
| Расход воды на охлаждение | 250 Л/мин. |
| Температура воды | Температура внутри
помещения ±3° |
КОМПЛЕКТУЮЩИЕ КАТЕГОРИИ
ОТРЕЗНОЙ СТАНОК ДЛЯ ШПИЛЬКИ И ПРУТКОВ
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ КАРКАСОВ
ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА АРМАТУРНОЙ ПРОВОЛОКИ В БУНТАХ
СТАН ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАННОГО ПРОКАТА
Видео-презентация оборудования, инструмента и оснастки из Тайваня