Product Detail
ОБОРУДОВАНИЕ ДЛЯ ФРИКЦИОННОЙ СВАРКИ ДЕТАЛЕЙ
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
- Item Number: 186034
- Product Category: ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПРОКАТА, ИЗДЕЛИЙ ИЗ СОРТОВОГО И ЛИСТОВОГО ПРОКАТА
Описание
- В процессе фрикционного сваривания деталей трением металлы свариваются будучи в твердых состояниях. При использовании фрикционного тепла, создаваемого посредством относительного вращения с одновременным приложением осевого давления, поверхности обрабатываемых деталей нагреваются до состояния пластичности и прочно соединяются вместе.
Full Description

Страна происхождения: Тайвань

Особенности
Оборудование для фрикционной сварки деталей трением (стыкосварочные аппараты) не требует дополнительного источника нагрева. Тепло равномерно распределяется между поверхностями обрабатываемых деталей. Сварка ведется с высокой точностью без изменения свойств исходного материала. Оборудование не использует для нагрева и расплавления металла электрическую дугу, не производит искр, токсичных выхлопов, не требует топлива и наполнителей, что приводит к улучшению условий работы. По сравнению с другими типами сварки поверхность очищается из-за смещения и замены поверхностного слоя. Сварка трением может проводиться с чрезвычайно высокой эффективностью, что делает ее особенно подходящей для автоматизации промышленного производства. Сварка трением является одним из самых надежных и экономичных способов соединения металлов. Она широко применяется для снижения себестоимости продукции и улучшения качества сварки. Фрикционная сварка может быть применена к большинству технических материалов. Используя этот метод можно эффективно соединить металлы различных марок.
Характеристики
Сварка трением используется для соединения различных металлов и термопластиков в авиастроении и автомобилестроении, в нефтегазовой промышленности для изготовления ресурсного крепежа. Наиболее широкое распространение данный крепеж получил в погружных центробежных насосах (УЭЦН), используемых в нефтяных скважинах. Сварка трением — разновидность сварки давлением (часто упоминается как «сварка без расплавления»), при которой нагрев осуществляется трением, вызванным перемещением (вращением) одной из соединяемых частей свариваемого изделия. Следует отметить, что окончательное соединение формируется на завершающей стадии процесса, когда к уже неподвижным образцам прикладывается проковочное усилие. Процесс образования сварного соединения включает: разрушение и удаление оксидных плёнок под действием сил трения; разогрев кромок свариваемого металла до пластичного состояния (возникает временный контакт, происходит его разрушение и наиболее пластичные объёмы металла выдавливаются из стыка); прекращение вращения с образованием сварного соединения.
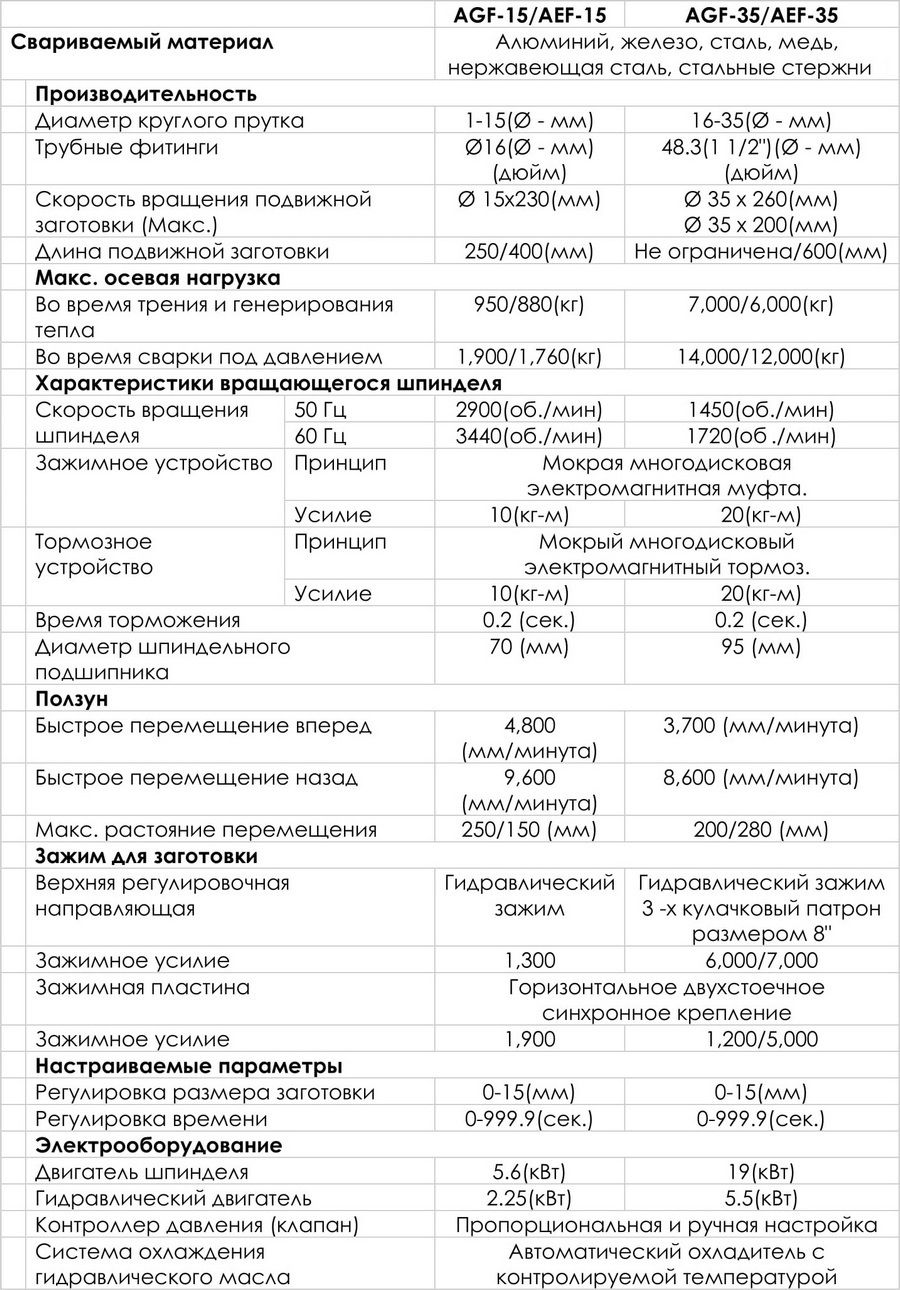
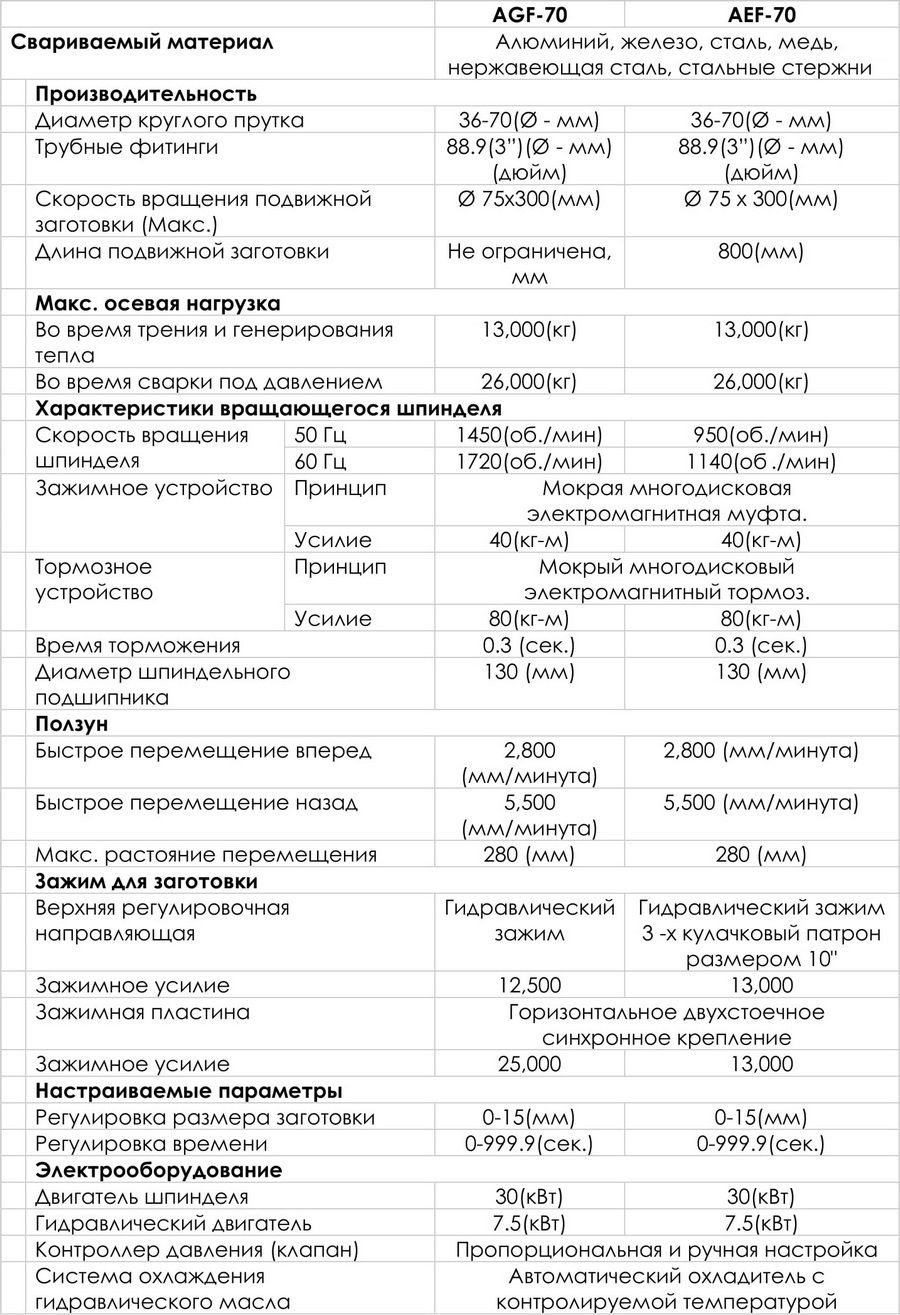
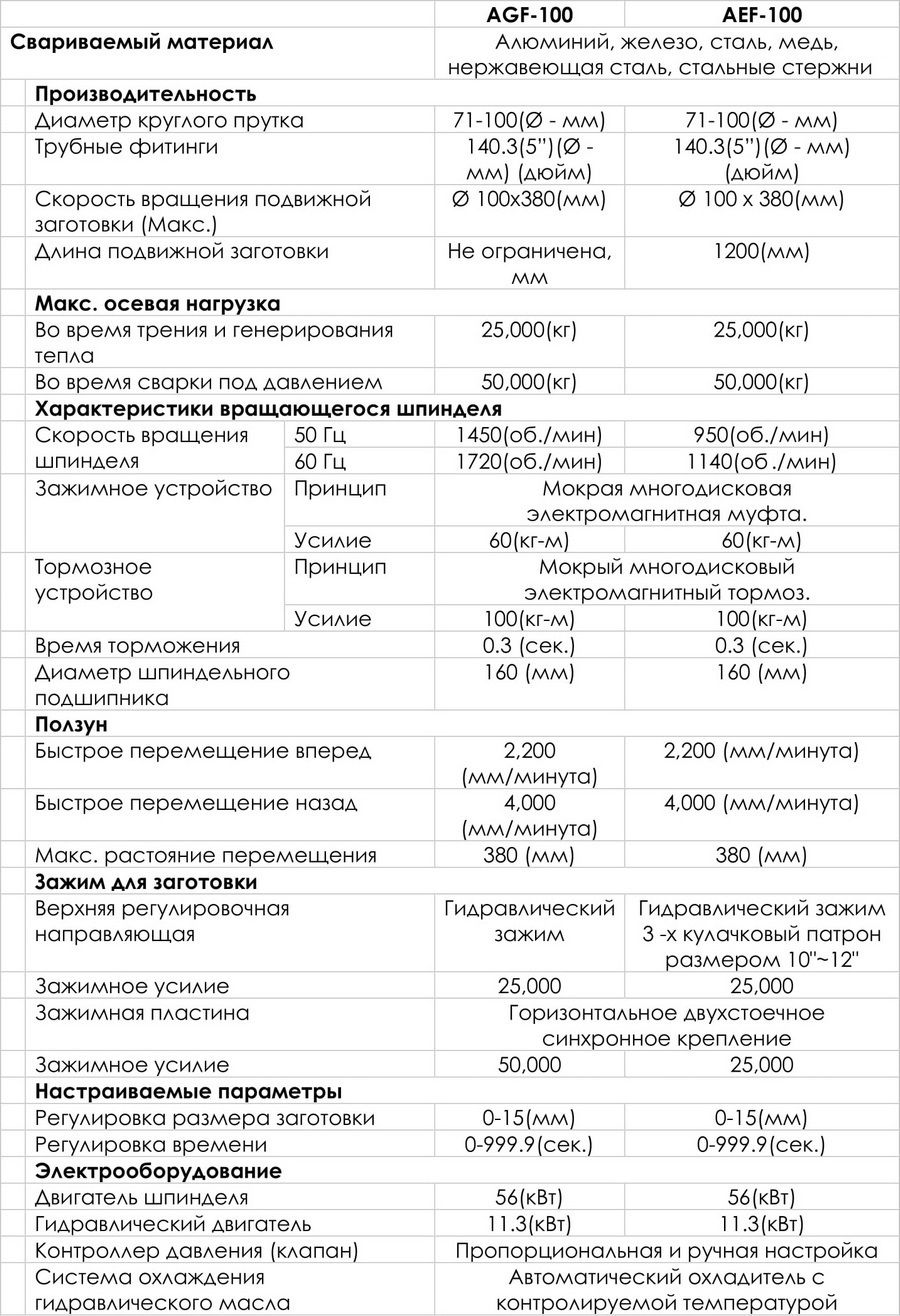
Спецификация
(Модель горизонтального типа - AGF , вертикального типа - AEF )
Технология
Сварка трением сопровождается процессом, при котором механическая энергия, подводимая к одной из свариваемых деталей, преобразуется в тепловую; при этом генерирование теплоты происходит непосредственно в месте будущего соединения. Теплота может выделяться при вращении одной детали относительно другой или вставки между деталями. Детали при этом прижимаются постоянным или возрастающим во времени давлением. Сварка завершается осадкой и быстрым прекращением вращения. В зоне стыка при сварке протекают следующие процессы: по мере увеличения частоты вращения свариваемых заготовок при наличии сжимающего давления происходит притирка контактных поверхностей и разрушение жировых и оксидных плёнок, присутствующих на них в исходном состоянии; граничное трение уступает место сухому, в контакт вступают отдельные микровыступы, происходит их деформация и образование ювенильных участков с ненасыщенными связями поверхностных атомов, между которыми мгновенно формируются металлические связи, которые немедленно разрушаются вследствие относительного движения поверхностей.
КОМПЛЕКТУЮЩИЕ КАТЕГОРИИ
ОТРЕЗНОЙ СТАНОК ДЛЯ ШПИЛЬКИ И ПРУТКОВ
Видео-презентация оборудования, инструмента и оснастки из Тайваня