Product Detail
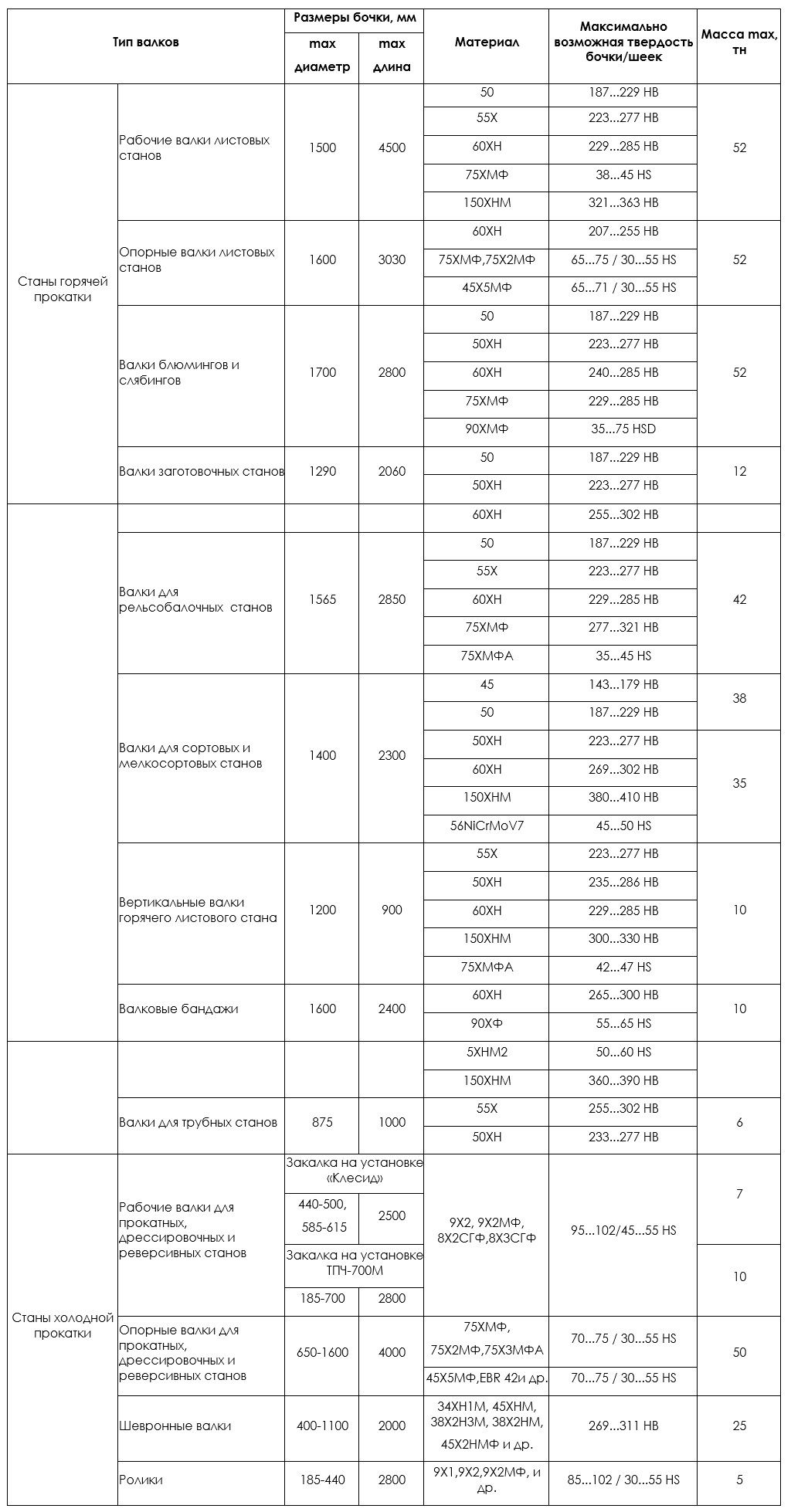
ВАЛКИ ДЛЯ СТАНОВ ХОЛОДНОЙ И ГОРЯЧЕЙ ПРОКАТКИ

.jpg)
- Item Number: 186327
- Product Category: ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ
Описание
- Предлагаем стальные кованые опорные и рабочие валки холодной и горячей прокатки.
- Валки широко применяются в качестве инструмента для производства различных видов проката – от толстого листа и крупных заготовок до тончайшей жести и фольги.
Full Description

Страна происхождения: Китай

Особенности
Мы предлагаем: (1) валки с содержанием хрома от 3% до 5%, что в 1,5-2 раза увеличивает их износостойкость и прочность; (2) составные бандажированные валки, стойкость которых в 2-2,5 раза превышает стойкость цельнокованых, изготовленных по традиционной технологии. Рабочие валки холодной прокатки металлов выполнены из легированных сталей близких к эвтектоидным и заэвтектоидным по содержанию углерода. Сложный комплекс термической обработки обеспечивает необходимые механические свойства внутреннего слоя за счет создания однородной мелкодисперсной структуры. Поверхностная индукционная термообработка создает упрочненный рабочий слой с высокой износостойкостью. Заключительная стабилизирующая термообработка снижает и выравнивает внутренние остаточные напряжения. На блюмингах, слябингах, обжимных станах, в черновых клетях сортовых и рельсобалочных станов валки, прокатывая металл, работают при высоких температурах и больших динамических нагрузках. Цельнокованые рабочие валки из сталей близких к эвтектоидными заэвтектоидным отличаются высокой твердостью и изностойкостью. В зависимости от условий эксплуатации стойкость к возникновению сетки разгара обеспечивается за счет комплексного легирования хромом, молибденом, ванадием. Конструктивные особенности: концевые части валка могут быть выполнены в виде трефов, плоскими (вилкообразными), цилиндрическими (со шлицевыми канавками или канавками для шпонок).
Характеристики
Свойства валков для холодной прокатки:
- высокая и равномерная твердость после закалки (разброс 3...4 HSD по бочке);
- глубина активного слоя по радиусу (не менее 3% диаметра валка);
- высокое сопротивление термической усталости при общем и локальном разогреве и повышенная теплостойкость (длительное сохранение высокой твердости при постоянном тепловом режиме валка);
- стойкость против образования поверхностных дефектов, трещин, отслоений, отколов, выкрошек и т.д.;
- высокое качество поверхностей после термической и механической обработок;
- благоприятное распределение и минимальная величина остаточных термических напряжений после закалки и отпуска по всему сечению валка;
- отсутствие металлургических дефектов и загрязнений;
- строгое соответствие химического состава марок стали ГОСТам;
- отсутствие флокенов, грубых скоплений карбидов, карбидной сетки, крупноигольчатого мартенсита и др. дефектов макро- и микроструктуры;
- отсутствие дефектов механообработки.
Свойства валков для горячей прокатки:
- высокая износостойкость для предотвращения изменения профиля очага деформации в ходе эксплуатации;
- незначительная склонность к образованию трещин разгара для предотвращения развития глубоких трещин;
- высокая устойчивость к образованию сколов поверхности, в особенности при высоких и неравномерно распределенных давлениях на поверхности бочки валка;
- высокие механические свойства, определенные значение и распределение внутренних напряжений, необходимые для подавления развития трещин;
- износостойкость цапф под подшипники скольжения, наряду с достаточной твердостью.
Спецификация
Технология
При чистовой массе валка до 35 тонн, для валков с закалкой бочки ТПЧ, твердость шеек может быть в пределах 45-55HS. Замер твердости может производиться приборами: Бринелля (Н В), Шора (HSD, HSC), «Эквотип» (HLE, HLD, HLG). После закалки бочки валка токами промышленной частоты глубина рабочего слоя не менее:
- 9Х1, 9Х2, 9Х2МФ , 8Х2СГФ – 15 мм;
- 8Х3СГФ – 30 мм;
- 75ХМФ ,75Х2МФ – 40 мм;
- 75Х3МФА – 50 мм;
- 45Х5МФ, EBR 42 – 70 мм.
Разброс твердости по длине бочки валков, закаленных на установке «Клесид» не более 2-3HS. В зависимости от величины твердости окончательная механообработка поверхности бочки и шеек производится на токарных, а также вальцешлифовальных станках фирмы Hercules (Германия) с обеспечением биения шеек до 0,005 мм, шероховатостью поверхности Ra 0,4-0,8 мкм.
КОНТРОЛЬ КАЧЕСТВА
Работа по международным стандартам качества
Постоянная модернизация и внедрение новейших научных разработок в области производства позволяют производителю улучшать качество продукции, что является основным критерием успеха на рынке производителей кованых валков и одновременно способствует процветанию наших клиентов. Стратегия технического развития направлена на совершенствование технических и эксплуатационных характеристик продукции в соответствии с требованиями потребителей. В соответствии со стратегией контроль качества при производстве прокатных валков проводится на каждом этапе технологического процесса.
Основные операции контроля:
- химический состав стали – в плавочной пробе;
- твердость поверхности валка – приборами Бринелля, Шора и Эквотип;
- качество материала валка – визуально, методам и ультразвуковой и магнитопорошковой дефектоскопии;
- шероховатость поверхностей – методом сравнения с эталоном или контактным методом с помощью профилометра-профилографа "SURITEST";
- соответствие размеров – универсальными и специальными средствами и методами измерения.
УПАКОВКА И КОНСЕРВАЦИЯ
Методы консервации и упаковки валков зависят от условий контракта и климатической зоны, куда готовятся для поставки валки, а также условий транспортировки и хранения. Готовые к отправке изделия обрабатываются консервационным покрытием – грунтом и эмалью в несколько слоев. Шейки валка оборачиваются противокоррозионной бумагой с полиэтиленовым покрытием и водонепроницаемой упаковочной бумагой. После консервации бочка и шейки валка обкладываются деревянными планками или листовой резиной. Обкладка фиксируется стальной лентой, с креплением ее концов в «замок». По требованию Заказчика возможна упаковка рабочих валков в деревянную тару. При хранении в условиях крытого хранилища и целостности транспортной упаковки гарантируется сохранность валков до 36 месяцев.
ХРАНЕНИЕ И ЭКСПЛУАТАЦИЯ
Хранение валков должно осуществляться в условиях не отапливаемого хранилища, на специально оборудованных стеллажах, с опорой на шейки. В процессе эксплуатации, после каждой перевалки валка, рекомендуется технологическое вылеживание или низкотемпературный отпуск.
КОМПЛЕКТУЮЩИЕ КАТЕГОРИИ
СТАН ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАННОГО ПРОКАТА