Product Detail
ПРЕСС ДЛЯ ШТАМПОВКИ ШАЙБЫ И ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

- Item Number: 185251
- Product Category: ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ШАЙБЫ И ШТАМПОВКИ ДЕТАЛЕЙ
Описание
- Штамповка деталей из листового металла сегодня является очень распространенной технологией, по которой производят изделия практически для всех отраслей промышленности.
- Благодаря применению такой технологии из плоского металлического листа можно получать как миниатюрные, так и габаритные детали даже сложной геометрической формы.
- Говоря о штамповке деталей, изготовленных из листового металла, имеют в виду технологическую операцию, при выполнении которой на заготовку оказывается значительное давление. Под воздействием такого давления заготовка деформируется, приобретает требуемую конфигурацию и размеры.
Full Description

Страна происхождения: Тайвань

Особенности
Пресс для штамповки шайбы и деталей из листового металла производит шайбу - DIN 93, DIN 125 А, DIN 125 В, DIN 125, DIN 126, DIN 137 А, DIN 137 В, DIN 432, DIN 433, DIN 434, DIN 435, DIN 436, DIN 440, DIN 462, DIN 463, DIN 470, DIN 988, DIN 1052, DIN 1440, DIN 1441, DIN 2093, DIN 5406, DIN 6319, DIN 6319, DIN 6340, DIN 6796, DIN 6797 А, DIN 6797 I, DIN 6797 V, DIN 6798 A, DIN 6798 J, DIN 6798 V, DIN 6799, DIN 6916, DIN 6917, DIN 6918, DIN 7349, DIN 7989, DIN 9021, DIN 25201 и прочее.
Пресса для штамповки деталей и шайбы из листового металла завоевали высокую популярность. Это объясняется возможностями тайванского оборудования:
- производства изделий различных геометрических форм и размеров, качество и точность изготовления которых позволяют сразу использовать их по прямому назначению;
- полной механизации и автоматизации производственных процессов, что достигается, в частности, путем оснащения производства роторно-конвейерным оборудованием для штамповки листового металла;
- серийного производства изделий, геометрические параметры которых отличаются особо высокой точностью (такие изделия могут быть легко заменены друг на друга, если в этом возникает необходимость).
Использование такой технологической операции, как объемная штамповка, позволяет превратить металлический лист в геометрически сложное и небольшое по массе изделие, прочностные характеристики которого находятся на высоком уровне. Применение методов штамповки деталей из листового металла позволяет изготавливать как очень массивные изделия, используемые при производстве машиностроительной продукции, водных и воздушных судов, так и миниатюрные детали для электронных устройств и часовых механизмов.
Характеристики
Собираясь выполнить штамповку изделия из листового металла, следует уделить особое внимание выбору пресса. Чаще всего в качестве такого оборудования выбирают устройства кривошипного типа, которые могут быть оснащены одним, двумя или четырьмя кривошипными механизмами. Принцип работы этого устройства достаточно прост и заключается в следующем:
- Приводной электродвигатель передает движение на кривошипный вал через кинематическую цепочку, состоящую из клиноременной передачи и фрикционной муфты.
- Чтобы сообщить движение ползуну кривошипного механизма, используется шатун, длина которого может регулироваться.
- Чтобы запустить рабочий ход пресса, используют ножную педаль.
Пресс с кривошипным валом
Штамповочное оборудование, которое применяется для изготовления изделий сложной конфигурации, может быть оснащено не одним, а несколькими ползунами. Пресс с кривошипным валом в стандартной комплектации оснащён насосом подачи смазочной жидкости, электрическим; счетчиком продукции; монтажной площадкой; рабочей подвижной платформой; механизмом вращения двигателя вперед/назад; фотоэлектрическим датчиком безопасности серии US+440, марки KOMOR (Япония). В комплект стандартной комплектации входит штамповая оснастка в количестве – 1 комплект. Автоматизацию выполняет устройство подачи заготовки с ручным или с автоматическим управлением. Устройство подачи заготовки также выполняет функции правления листового металла. Правление осуществляется валками правильными, прижимными и валками подачи. Рабочая скорость: 16 метров в минуту. Доступна дополнительная опция - тележка для подачи рулонов грузоподъемностью до 3000 кг с пультом управления.
Стандартная комплектация пресса для штамповки шайбы и деталей из листового металла:
- Устройство C&B пневматического типа.
- Защитное устройство от перегрузок.
- Предохранительное устройство от переходов за заданную позицию.
- Стабилизатор пневматического счетчика.
- Вращающийся кулачковый переключатель (R-10).
- Индикатор угла кривошипного вала (по часовой стрелке).
- Индикатор высоты матрицы.
- Счетчик числа ходов магнитного типа.
- Система подачи смазочной жидкости.
- Устройство регулировки перемещением (электрическое).
- Гнездо подающего устройства.
- Ящик с набором инструментов для тех. обслуживания (стандартный).
- Инструкция по эксплуатации.
Спецификация
Компания SINO предлагает более 150 различных моделей станков для холодной штамповки шайбы и деталей из листового металла. Мы проектируем оборудование, инструмент и штамповую оснастку согласно чертежам готовых изделий и технических требований, при этом необходимо направить нам техническое задание в котором следует указать - вид изделия, типоразмеры изделий (чертеж), материал изготовления, производительность (тонн в месяц); указать размер листового металла - НД (наружный диаметр), ВД (внутренний диатерт), высоту штрипса, вес штрипса; толщину и ширину листового металла.
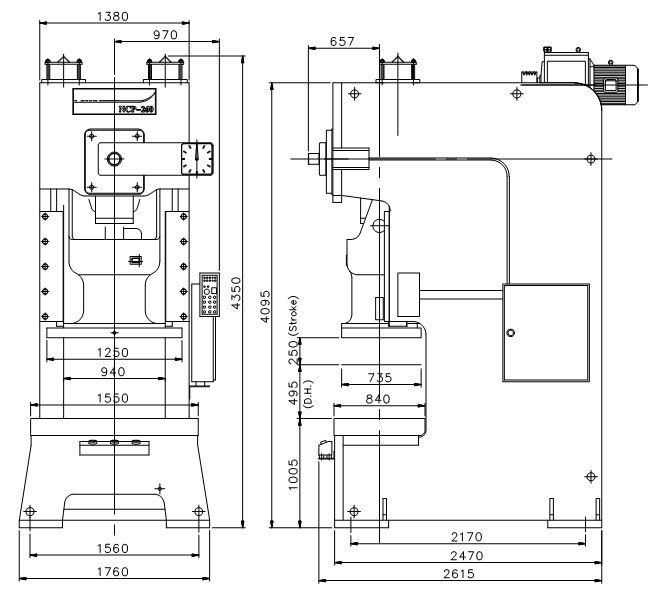
Спецификация пресса. Модель NCP-260
| Модель пресса с одним кривошипным валом для производства мостовой шайбы размером М16-М30 с фаской согласно ГОСТ 32484.6-2014 | NCP-260 |
| Ковочное усилие, тонн | 260 |
| Длина хода, мм | 250 |
| Производительность, шт/в мин. | 20-40 |
| Норма грузовместимости, мм | 7.0 |
| Высота штамповой оснастки, мм | 495 |
| Установочное перемещение, мм | 120 |
| Площадь перемещения (справа/налево х вперед/назад), мм | 1250 х 735 |
| Площадь подштамповой плиты (справа/налево х вперед/назад), мм | 1550 х 840 |
| Толщина подштамповой плиты, мм | 155 |
| Диаметр хвостовика штампа, мм | 65 |
| Матрица вала отбора мощности, мм | Диаметр 100 х Длина 100 мм |
| Размер отверстий в рабочем столе (справа/налево х вперед/назад), мм | 940 х 570 |
| Размер отверстий в подштамповой плите (справа/налево, вперед/назад), мм | 520 х 260 |
| Внутренний размер стола, мм | 940 |
| Мощность устройства регулировки перемещения, л.с. | 2 |
| Внешние габариты пресса (Д х Ш х В), мм | 3180 х 2060 х 4330 |
| Вес оборудования, кг | 31000 |
Размер оборудования. Модель NCP-260
Технология
В качестве исходного сырья для штамповки может выступать металлический лист, стальная полоса или тонкая лента. Наибольшее распространение по целому ряду причин получила холодная листовая штамповка. Технологию горячей штамповки применяют в тех случаях, когда мощности используемого оборудования не хватает для деформирования металла в холодном состоянии или когда обработке необходимо подвергнуть деталь из металла, отличающегося невысокой пластичностью. Как правило, по технологии горячей штамповки выполняют обработку листовых заготовок, толщина которых не превышает 5 мм. В зависимости от того, что в процессе выполнения штамповки необходимо сделать с листовым металлом, различают разделительные и формоизменяющие технологические операции. В результате выполнения первых от заготовки отделяется часть металла, что может происходить по прямым или кривым линиям, а также по определенному контуру. Отделение металла в таких случаях происходит из-за сдвига его частей относительно друг друга. Существует целый ряд разделительных штамповочных операций, для выполнения которых используется пресс, оснащенный специальным инструментом.
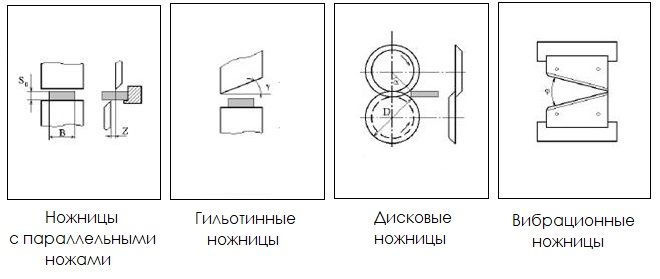
Резка
В процессе резки части металлической детали отделяются друг от друга по прямой или фигурной линии. Пресс, при помощи которого выполняется такая операция, правильнее называть ножницами, которые могут быть дисковыми, вибрационными или гильотинными. При помощи резки получают готовые к дальнейшей эксплуатации изделия или формируют заготовки для их дальнейшей обработки другими методами.Схемы резки листового металла ножницами представлена на схеме.
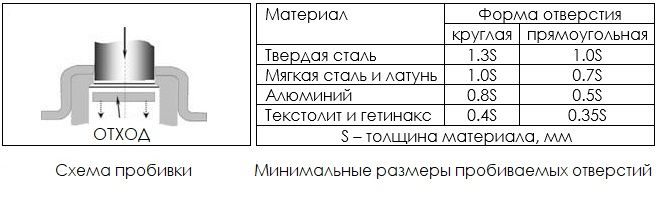
Пробивка
Эта операция используется для того, чтобы сформировать в листовой заготовке отверстия различной конфигурации. В процессе пробивки часть материала удаляется в отход.
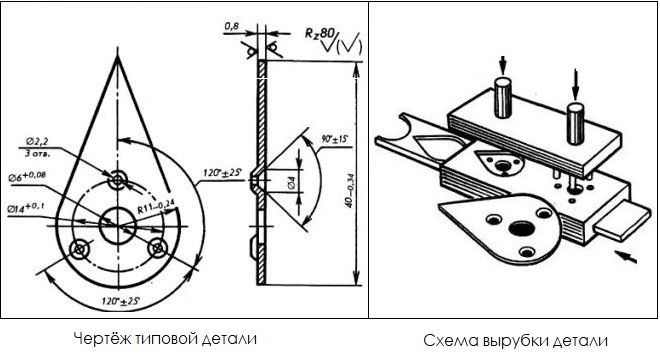
Вырубка
При помощи вырубки из металлической детали формируют готовое изделие с замкнутым контуром. Пример детали, изготовляемой из полосы вырубкой представлен на схеме.
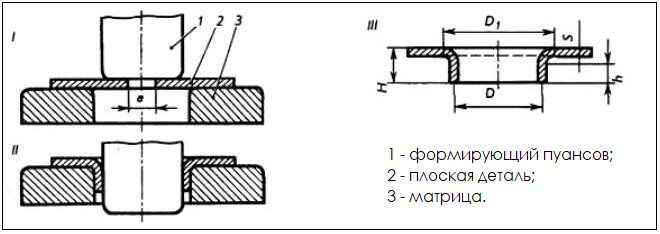
Отбортовка
Это технологическая операция штамповки листового металла, в результате выполнения которой вокруг отверстий в металлической заготовке, а также по ее контуру формируются бортики требуемых размеров и формы. Чаще всего отбортовке подвергают концы труб, на которых впоследствии планируется фиксировать фланцы. Схема отбортовки детали вокруг заранее пробитого отверстия представлена ниже:
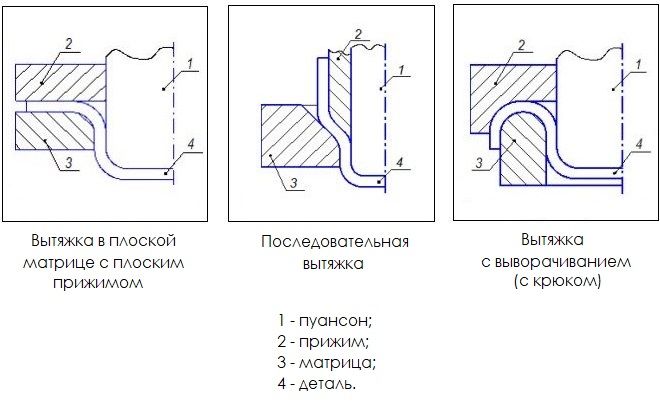
Вытяжка
Это по-настоящему объемная штамповка, целью которой является получение из плоского металлического листа полых пространственных изделий. При помощи такой технологической операции можно изготавливать предметы коробчатой, полусферической, цилиндрической, конической и других форм.Инструментальные способы вытяжки представлен на схеме.
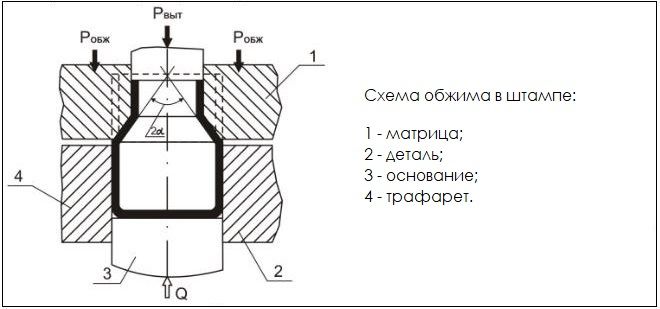
Обжим
Данная операция выполняется при помощи матрицы конического типа. Целью обжима является сужение торцов полых деталей, изготовленных из листового металла. При обжиме конец заготовки вталкивается в воронкообразное отверстие матрицы.
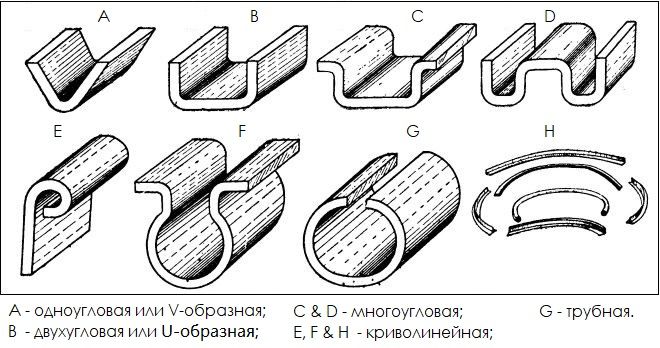
Гибка
При помощи такой технологической операции штамповки заготовкам из листового металла придают требуемый изгиб. Гибка позволяет получать детали разнообразных форм, в зависимости от которых различают типы гибки.
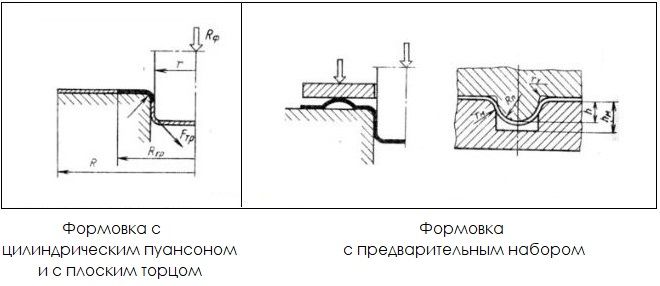
Формовка
Это такое изменение формы и размеров локальных участков заготовки, при котором внешний контур изделия остается неизменным. Схемы формовкипредставлены ниже
Обработке по технологии холодной штамповки могут подвергаться не только листы из углеродистых и легированных сталей, но также детали из меди, алюминия и их сплавов. Более того, используя пресс и соответствующие штампы листовой штамповки, можно выполнять обработку таких материалов, как кожа, картон, резина, полимерные сплавы. Детали, для производства которых была использована холодная штамповка, отличаются не только точностью своих геометрических параметров, но и высоким качеством поверхности. Чистота последней в отдельных случаях может соответствовать 8-му классу. В среднем чистота поверхности штампованных изделий находится в интервале 2–6 классов, что вполне устраивает потребителей такой продукции.
КОМПЛЕКТУЮЩИЕ КАТЕГОРИИ
ШТАМПЫ С ПРОГРАММИРУЕМЫМ ПРОГРЕССИВНЫМ ШАГОМ И ОСНАСТКА
АВТОМАТ ДЛЯ СБОРКИ ШАЙБЫ, ПРОКЛАДКИ С ШУРУПОМ
АВТОМАТ ДЛЯ СБОРКИ ТЕРМИНАЛОВ