Product Detail
ЧЕТЫРЁХШПИНДЕЛЬНЫЕ РЕЗЬБОНАРЕЗНЫЕ АВТОМАТЫ
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
- Item Number: 185180
- Product Category: РЕЗЬБОНАКАТНОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ГАЕК И ДЕТАЛЕЙ ГОРЯЧЕЙ ШТАМПОВКИ
Описание
- Четырехшпиндельные резьбонарезные автоматы предназначены для нарезания резьбы на шестигранных (DIN 934), фланцевых гайках (DIN 6923), гайках с нейлоновым кольцом (DIN 985) и др.
- Резьбонарезные автоматы серии SNT отвечают всем стандартам безопасности труда, принятых в Европейском Союзе. Код (коды) ТНВЭД ЕАЭС: 8459 70 000 9.
Full Description

Страна происхождения: Тайвань

Особенности
Разнообразие модельного ряда гайконарезных станков позволяет нарезать гайки различных спецификаций. Предназначены для нарезания резьбы на шестигранных, четырёхгранных фланцевых и нейлоновых гайках. Станки серии SNT спроектированы для нарезания более длинной резьбы. Наличие пневмоцилиндрического толкателя позволяет регулировать длину хода.
Панель управления проста в эксплуатации, а каждый шпиндель способен работать автономно. Есть возможность выбора правосторонней или левосторонней резьбы, установки срока службы метчика и настройки длины резьбы. Угловое отклонение нарезаемой резьбы менее 0,8 градуса. Точность нарезания резьбы до 4 по стандарту DIN 13.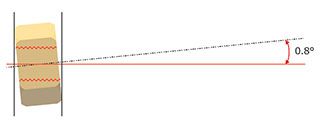 Программируемый логический контроллер (ПЛК) с интерфейсом и инвертором применяется для контроля и мониторинга всех функций станка, включая производительность каждого шпинделя, работу в ручном или автоматическом режиме, скорость нарезания резьбы, сигнализацию ошибок и перегрузки двигателя. Датчик контроля силы тока позволяет предотвратить возникновение внештатных ситуаций в процессе нарезания резьбы, таких как заклинивание гаек в ходе подачи или порожнее вращение метчика. Система сигнализации предупреждает об отсутствии заготовки, застревании частей, перегрузке двигателя, аномальном давлении воздуха и других нештатных ситуациях. Устройство отбраковки дефектной продукции автоматически удаляет брак. Конструкция гайкнарезного станка позволяет оперативно заменять резьбонарезной инструмент. Монтаж инструмента прост и логичен. Магнитный фильтр очищает масло от металлической стружки. Станки SNT отвечают всем стандартам безопасности труда, принятых в ЕС.
Программируемый логический контроллер (ПЛК) с интерфейсом и инвертором применяется для контроля и мониторинга всех функций станка, включая производительность каждого шпинделя, работу в ручном или автоматическом режиме, скорость нарезания резьбы, сигнализацию ошибок и перегрузки двигателя. Датчик контроля силы тока позволяет предотвратить возникновение внештатных ситуаций в процессе нарезания резьбы, таких как заклинивание гаек в ходе подачи или порожнее вращение метчика. Система сигнализации предупреждает об отсутствии заготовки, застревании частей, перегрузке двигателя, аномальном давлении воздуха и других нештатных ситуациях. Устройство отбраковки дефектной продукции автоматически удаляет брак. Конструкция гайкнарезного станка позволяет оперативно заменять резьбонарезной инструмент. Монтаж инструмента прост и логичен. Магнитный фильтр очищает масло от металлической стружки. Станки SNT отвечают всем стандартам безопасности труда, принятых в ЕС.
Характеристики
В комплектации каждого резьбонарезного станка предусмотрены: приёмочный бункер ёмкостью до 1 тонны. Подача заготовки с помощью маятниковых ворошителей в вертикальные направляющие; индивидуальные пневматические толкатели для подачи заготовки в узел нарезания резьбы; узел нарезки резьбы при помощи приводных метчиков с загнутым хвостовиком; система подачи смазочной охлаждающей жидкости в рабочую зону, масляный фильтр; система централизованной смазки узлов оборудования; мерная шкала контроля положения вертикальных направляющих; система контроля и диагностика – контроль давления воздуха; контроль подачи заготовки; контроль отсутствия заготовки; датчик контроля усилия при нарезке; датчик перегрузки двигателей; датчик уровня масла; концевые датчики открытия защитных кожухов. Электрооборудование – внутреннее освещение рабочего пространства станков; индивидуальная панель оператора для управления станком; LCD монитор на панели оператора; электрошкаф с классом защиты IP54; исполнение шкафа – одностороннее. Подвод сжатого воздуха давлением 500-700 кПа (очищенный), от компрессора обеспечивается Заказчиком. С каждым станком поставляется один комплект инструмента.
Номенклатура изделий
- Шестигранные низкие корончатые гайки: DIN 937、979
- Шестигранные низкие гайки: DIN 439、936
- Шестигранные гайки: DIN 555、934、971、2510、6915
- Стопорные гайки: DIN 980、982、985、6924、6925、6926、6927
- Квадратные гайки для контактной сварки: DIN 928、929
- Квадратные гайки: DIN 557
- Квадратные низкие гайки: DIN 562
- Шестигранные корончатые гайки: DIN 935
- Шестигранные фланцевые гайки: DIN 6923
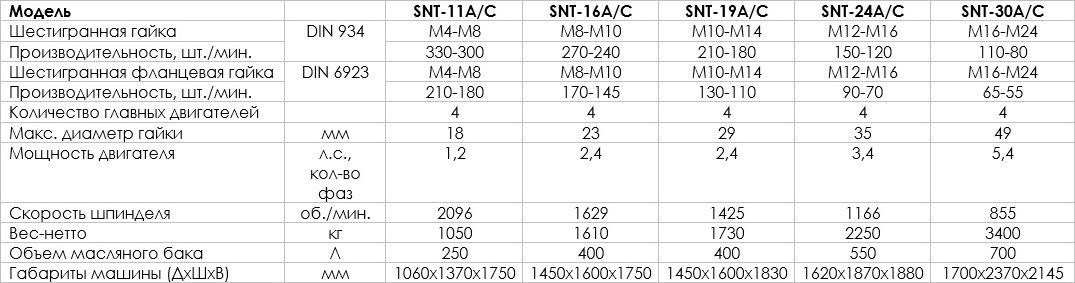
Спецификация
Комплектующие оборудования
Гайконарезной автомат может быть дополнительно укомплектован комплектом инструмента и оснастки, сепаратором стружки, маслозащитным кожухом, загрузочным бункером, инвертором, воздушным баком и системой автоматической отбраковки дефектной продукции.

Технология
Отштампованная заготовка гайки поступает на промежуточный и далее в приемный бункер резьбонарезного станка. Из бункера заготовка по вертикальным направляющим падает в узел нарезки резьбы, где пневматический толкатель прижимает заготовку гайки к приводному вращающемуся метчику, проталкивая ее вдоль рабочей части стержня метчика, формируя внутреннюю резьбу. Готовые гайки сбрасываются с хвостовой части изогнутого метчика в контейнер для готовой продукции.
Контролируемые параметры HMI
- Автоматический запуск.
- Установка времени QC.
- Окно производительности/шпиндель.
- Время выдержки/остановки толкателя.
- Время выдержки вибробункера.
- Счетчик общей производительности.
- Счетчик производительности/ шпиндель.
- Устройство проверки срока службы метчика.
- Установка языка.
- Окно установки скорости вращения, об./мин.
- Мониторинг крутящего момента при нарезке резьбы и перегрузки по току.
- Отсутствие направления подачи.
- Установка времени для застрявших гаек.
- Установка времени автоматической подачи заготовки (бункер/конвейер) (опция).
- Звуковая индикация событий.
- Звуковая сигнализация/шпиндель.
КОМПЛЕКТУЮЩИЕ КАТЕГОРИИ
ГАЕЧНЫЕ МЕТЧИКИ
АВТОМАТЫ ДЛЯ ВЫСАДКИ ГАЕК И СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ
ПРЕСС ДЛЯ ГОРЯЧЕЙ ВЫСАДКИ КРЕПЕЖА, МЕТИЗОВ И ДЕТАЛЕЙ
Видео-презентация оборудования, инструмента и оснастки из Тайваня