Product Detail
ОБОРУДОВАНИЕ ДЛЯ НАГРЕВА ЗАГОТОВКИ ПОД ВЫСАДКУ
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
- Item Number: 185178
- Product Category: ВЫСАДОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ГАЕК И ДЕТАЛЕЙ ГОРЯЧЕЙ ШТАМПОВКИ
Описание
- Автомат для нагрева заготовки под высадку изделий вертикального / горизонтального типа / для нагрева средней части изделий позволяет экономить материалы и энергию до 50%, прост в эксплуатации.
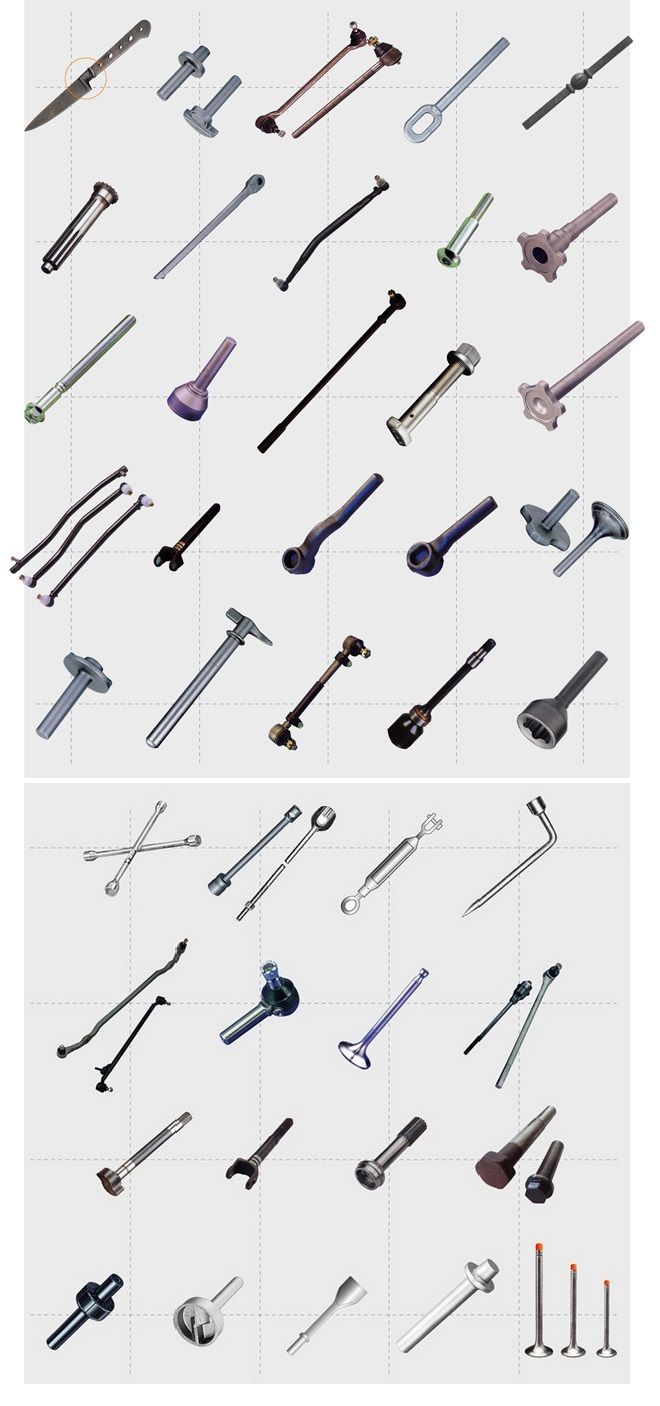
- Подходит для изготовления изделий - гаечных ключей, автомобильных деталей, электрических якорей, клапанов и винтов, деталей машин и аппаратных средств, болтов большого размера и других горячештампованных изделий.
Full Description

Страна происхождения: Тайвань

Особенности
Оборудование для нагрева заготовки под высадку крепежа, метизов и деталей сокращает рабочий процесс и не излучает тепло. Нагревается исключительно объем для высадки, необработанная часть остается холодной. Оборудование осуществляет контроль точности нагрева и площади нагрева, подходит для круглой, квадратной, шестигранной заготовки длиной 100 ~ 3000 мм. Материал заготовки: низкоуглеродистая, высокоуглеродистая, среднеуглеродистая, нержавеющая, легированная сталь, специальная легированная сталь. Поверхность готового изделия получается гладкая, без примесей бора. Система нагрева этой машины контролируется двухступенчатым автоматическим обменом. Электрооборудование представлено импортными составляющими от Toshiba, Omron, Fuji, Mitsubishi (Япония) и SIEMENS (Германия). При специальном дизайне и обработке основной трансформатор имеет высокую эффективность выхода за счет внутреннего цикла и экономит электроэнергию. Отрегулировать напряжение можно с помощью кнопок с диапазоном применения (диаметр материала можно свободно выбирать в диапазоне применения). Оборудование стабильно. Контактный электрод поверхности пресс-формы изготовлен из медного сплава EK2 (Япония), термостойкий и износостойкий и легко заменяет пресс-форму. Под специальной обработкой материалов подвижный слайд устойчив и долговечен. Простота замены деталей и простота в эксплуатации и техническом обслуживании. Референции: AMERICA EATON ENGINE COMPONENTS COMPANY LTD., JAPAN NITTAN INDUSTRICAL LTD., TATUNG COMPANY LTD., Германия, Италия, Австрия, Франция, Англия и тд.
Характеристики
Высадка изделий с электронагревом
Высадка изделий с электронагревом позволяет избежать технологических ограничений механических высадочных машин и повысить рентабельность. Одновременный нагрев и обработка давлением производится в одной машине. Автомат подходит для полуфабрикатов практически неограниченной длины в одной операции. Ограничение механической высадки в несколько этапов (около 3 диаметров стержня за одну операцию) может быть значительно превышено. Например, для современных автомобильных клапанов уже не редкость, когда длина высадки составляет 20 диаметров стержня. В настоящее время достигнута длина до 40 диаметров стержня. Дальнейшая обработка при ковочной температуре. Заготовки, изготовленные методом свободной высадки, можно ковать дальше без промежуточного нагрева. Значительное сокращение образования окалины. Достигается длинный срок службы ковочных штампов, используемых при последующей ковке. Точное соответствие объема позволяет осуществлять дальнейшую безоблойную штамповку в закрытом штампе. Соответствующее расположение волокон и безупречная поверхность. Расположение волокон оптимально соответствует форме заготовки. Хорошая электровысадка не содержит нахлестов и сморщивания. Холодный вал остается неповрежденным. Постоянная готовность к эксплуатации, нет необходимости в прогреве. Очень эффективное энергопотребление. Постоянная температура нагрева. Не происходит перерасход энергии и материалов. Нагревается исключительно объем для высадки, необработанная часть остается холодной. Не образуется заусенец, который, например, неизбежен на горизонтально-ковочных машинах. Отсутствие загрязнения окружающей среды, отсутствие теплоты излучения, дымообразования и выхлопных газов. Для электровысадочных машин не нужен фундамент.
Электрический автомат для электронагрева изделий вертикального типа, референтая модель DJ-VHA160
- Номинальная мощность 16 КВА.
- Номинальное напряжение: 380В, 50Гц,Ø1.
- Диаметр заготовки для нагрева, макс. 12 мм.
- Коэффициент рабочей нагрузки: 100%.
- Охлаждающая вода: 90 Л в мин.
- Длина хода высадки: 600 мм.
- Система настройки гидравлики пр-ва Япония (ф. YUKEN).
- Медные электрические проводимые элементы пр-ва Япония.
- Имеется возможность линейных перемещений для модульного передвижения.
- Гидравлический привод пр-ва Германия (ф. SIEMENS).
- Вспомогательный зажимной цилиндр для длинных заготовок.
- Контроллер пр-ва Япония (ф. Mitsubishi).
- Независимая система циркуляции охлаждающей воды.
- Электрооборудование соответствует стандарту СЕ.
- Датчики давления воды и уровня температуры.
- Шкаф управления постоянным током.
- Датчик безопасности оператора.
- Стальные масляные трубки.
- Инструментальный ящик.
Спецификация

Оборудование соответствует сети любого напряжения, конструкция & изготовление согласно требованию клиентов. Производитель может изменить спецификацию в соответствии с требованиями клиентов. Автомат имеет патент от национального бюро Тайвань. Использование: Модели DJ-VHA160, DJ-VHA260, DJ-VHA510, DJ-VHA910, DJ-VHA1500 и DJ-VHA2500 подходят для изготовления гаечных ключей, автомобильных деталей, электрических якорей, клапанов и винтов, деталей машин и аппаратных средств, болтов большого размера и производства деталей для горячей кузнечной обработки. Материал заготовки: 1. Низкоуглеродистая сталь 2. Высокоуглеродистая сталь 3. Среднеуглеродистая сталь 4. Нержавеющая сталь 5. Легированная сталь 6. Специальная легированная сталь. 7. Углеродистая сталь 8. Другие марки углеродистой и легированной стали.
Пример изготавливаемых изделий
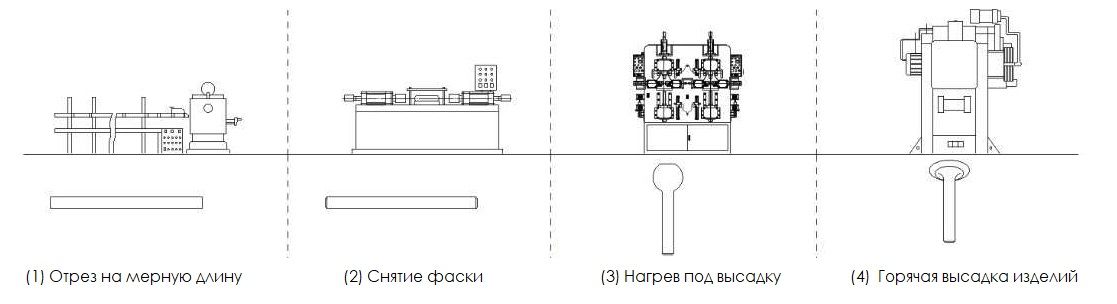
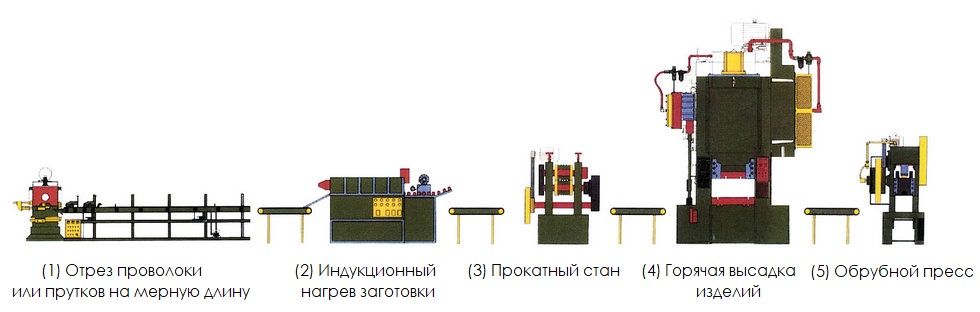
Технология
Автоматизация процесса горячей высадки болтов, гаек и специальных деталей
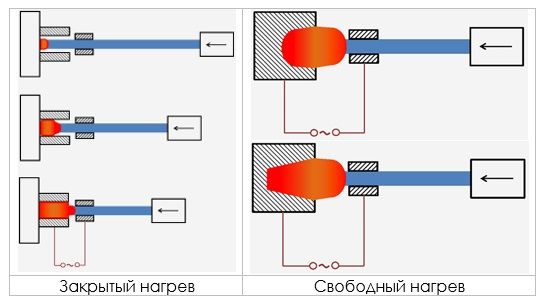
Для получения большого набора металла применяют высадку на электровысадочных машинах. Электровысадка объединяет в одном механизме два процесса: нагрев и высадку. С применением электровысадки стало возможным частично расширить технологические возможности других методов обработки давлением. Так например, длина высадки по отношению к диаметру стержня при изготовлении клапанов может увеличиться до 20. При электровысадке через высаживаемый участок стержней, ограниченный контактными электродами различных потенциалов, проходит высокоамперный ток накала при низком переменном напряжении. Благодаря большой плотности тока и омическому сопротивлению заготовки высаживаемый участок стержней нагревается. Одновременное продвижение посредством гидравлического цилиндра создает накопление объема. С возрастающим объемом материала увеличивается расстояние между электродами. Вместе с этим электрод наковальни должен сместиться, чтобы освободить пространство для растущего объема. Наряду со свободной и закрытой высадкой на конце стержня накопление объема может производиться в любом другом месте. Возможность получения большого набора металла за один ход позволяет вести процесс с минимальным окислением поверхности заготовки и обеспечением хорошего качества металла, что практически не возможно получить при обычной высадке с двумя-тремя нагревами и большим количеством переходов. Процессы нагрева и набора автоматизированы.
 |
 |
КОМПЛЕКТУЮЩИЕ КАТЕГОРИИ
ПРЕСС ДЛЯ ГОРЯЧЕЙ ВЫСАДКИ КРЕПЕЖА, МЕТИЗОВ И ДЕТАЛЕЙ
ОТРЕЗНОЙ СТАНОК ДЛЯ ШПИЛЬКИ И ПРУТКОВ
ФАСКОСЪЁМНЫЙ АВТОМАТ ДЛЯ ШПИЛЬКИ И ПРУТКОВ АВТОМАТЫ ДЛЯ ВЫСАДКИ ГАЕК И СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ
ОБРУБНОЙ ПРЕСС ДЛЯ УДАЛЕНИЯ ОБЛОЯ И ЗАУСЕНЦЕВ
ПЕЧЬ ИНДУКЦИОННОГО НАГРЕВА ЗАГОТОВКИ ПОД ВЫСАДКУ
Видео-презентация оборудования, инструмента и оснастки из Тайваня