Product Detail
АВТОМАТЫ ДЛЯ ВЫСАДКИ ГАЕК И СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ
.jpg)








.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
- Item Number: 185176
- Product Category: ВЫСАДОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ГАЕК И ДЕТАЛЕЙ ГОРЯЧЕЙ ШТАМПОВКИ
Описание
- Холодновысадочные автоматы для производства гаек и специальных деталей предназначены для холодной высадки заготовок гаек и деталей с последующей нарезкой резьбы с целью производства автомобильного и машиностроительного крепежа размером от М2.5 до М36 с комплексом требуемых геометрических размеров и механических свойств.
- Опция: инвертор, линейная система подачи заготовки, выталкиватель пуансонов (PKO), отрезной механизм закрытого типа, шумонепроницаемый кожух, монитор для инспекции нагрузок на высадочных станциях, подъёмный манипулятор для переналадки инструмента и оснастки, панель оператора HMI; модуль для быстрой смены отрезного модуля и ножа; модуль для быстрой смены матриц и пуансонов (QTC).
- Сертификат: СЕ. Код (коды) ТН ВЭД ЕАЭС: 8462 99 800 2.
Full Description

Страна происхождения: Тайвань

Особенности
Автоматы для высадки гаек и специальных деталей производят гайки, детали и гаечную продукцию - DIN 315, DIN 315, DIN 431, DIN 439, DIN 439, DIN 439, DIN 466, DIN 467, DIN 508, DIN 546, DIN 547, DIN 548, DIN 555, DIN 557, DIN 562, DIN 798, DIN 917, DIN 928, DIN 929, DIN 934, DIN 934, DIN 934, DIN 935, DIN 936, DIN 937, DIN 970, DIN 971, DIN 979, DIN 980, DIN 981, DIN 982, DIN 985, DIN 986, DIN 1479, DIN 1587, DIN 1624, DIN 1804, DIN 1816, DIN 2510, DIN 5587, DIN 6303, DIN 6330, DIN 6331, DIN 6334, DIN 6915, DIN 6923, DIN 6926, DIN 6927, DIN 7967, DIN 22425, DIN 28129 и прочее.
Отрезной механизм высадочного станка закрытого типа специально сконструирован для обеспечения квадратного сечения без заусенцев. Ограничительное устройство подачи катанки и детектор недостаточности материала обеспечивают точность размеров заготовок. Простой и доступный дизайн центрования заготовки между пуансоном и матрицей доступен даже неподготовленному оператору - настройка каждого держателя пуансона происходит независимо от остальных. Формующие матрицы выполнены в круглой твёрдой форме для балансирования высадочного усилия. Дизайн матриц способствует экономии на оснастке. Шатунный механизм подстроен под главную скользящую направляющую холодновысадочного пресса, изготовленной из легированной стали, что обеспечивает превосходную стабильность и гарантирует точное прямолинейное продвижение заготовки через вырубные штампы и матрицы. Подающие ролики и собачка подающего храпового механизма приводятся в движение пневмоцилиндрами, чтобы обеспечить автоматизацию, экономию электроэнергии и скорость производства. Подача контролируется собачкой храповика с целью исключения возможности обратного движения. Система фильтрации смазочного и охлаждающего масла позволяет устранить попадание стружки в маслянную систему и продлить срок эксплуатации станка. Оборудование оснащено устройством пневматического сцепления и торможения. Это позволяет запускать холодновысадочный автомат в режимах настройки, единичного хода и непрерывной работы без повреждения электрических частей станка и двигателя. За исключением режима настройки, автомат может быть всегда остановлен в моменте самого заднего положения направляющей, чтобы максимально открыть зону оснастки оборудования для наладки оборудования и работы с пуансонами и матрицами. Станок также работает в режимах переднего толчкового перемещения, обратного толчкового перемещения и тестирования. Панель управления оборудованием HMI отображает скорость производства; перегруз главного двигателя; недостаточную подачу материала; окончание материала; подсчёт установленных значений; недостаточное давление в смазочной системе; недостаточное воздушное давление. При возникновении одной из вышеперечисленных внештатных ситуаций автомат автоматически остановит работу и световой индикатор покажет причину остановки оборудования.
Характеристики
Состав и комплектность высадочных станков (автоматов):
- Размоточное устройство для проволоки высадочного оборудования на вращающейся платформе – неприводное (приводное).
- Устройство заправки – состоит из двух приводных роликов, предназначено для вытягивания катанки из бунта, установленного на размоточном устройстве и упрощения операций по ручной заправке катанки в рихтовочные и подающие ролики.
- Двухплоскостное рихтовочное устройство, состоящее из двух групп неприводных роликов: первая горизонтальная группа 5 роликов (3+2); вторая вертикальная группа 5 роликов (3+2). Регулировка положения роликов индивидуальная, вручную.
- Подающие ролики – служат для подачи проволоки в отрезной блок с функцией возврата проволоки и усилием для корректировки движения толкающего штифта вперед/назад. Регулировка стопорного механизма и механизма длины выталкивания производится маховиком вручную. Перемещение подачи регулируется серводвигателем и кнопками управления.
- Отрезной нож закрытого типа. В комплекте поставляется модуль для быстрой смены отрезного модуля и ножа.
- Матричный блок - выталкиватели на каждой позиции матриц. Станина оснащена мерной шкалой для настройки механизма выталкивания матриц. Регулировщик длины выталкивания с ручным управлением.
- Пуансонный блок - выталкиватели на каждой позиции пуансонов. Система возврата выталкивателя устройства снабжена пружиной, возвращающей выталкиватель назад после окончания цикла. Станина оснащена мерной шкалой для настройки механизма выталкивания. Регулировщик длины выталкивания с ручным управлением.
- Механизм переноса заготовки обеспечивает высокоскоростной и стабильный процесс высадки с возможностью разворота заготовки гайки или детали на 180 градусов на всех высадочных позициях. Для упрощения процесса перенастройки механизм передачи заготовок разворачивается на 180 градусов.
- Подающий конвейер – предназначен для непрерывной подачи заготовок для нарезки резьбы в приемный бункер резьбонарезного станка.
- Вал с подшипниками скольжения (такой вариант исполнения применителен для стандартной машиностроительной продукции, высокопрочного крепежа) или вал с втулками скольжения из бронзы (для производства прецизионного автомобильного, аэрокосмического крепежа, метизов и деталей).
В комплектации каждого высадочного станка предусмотрены:
- Система подачи смазочно-охлаждающей жидкости в рабочую зону. Масляный фильтр центробежный.
- Система централизованной смазки узлов оборудования.
- Система удаления масляных паров из рабочей зоны станка. В кожухе станков предусмотрено отверстие для подключения вытяжки.
- Комплект инструмента.
- Система обнаружения неисправностей, контроля и диагностики, включающая: датчик недостаточного давления воздуха; датчик контроля высадочного усилия; концевые датчики открытия защитных кожухов; детектор ошибок подачи заготовки; детектор отсутствия заготовки; детектор неисправности цепи; датчик неисправности выталкивателя пуансона; датчик перегрузки двигателей; датчик уровня масла; датчик неисправности пневматической муфты; датчик неисправности инвертора; экран для мониторинга по значениям сил. Датчик неисправности экрана для мониторинга по значению усилий.
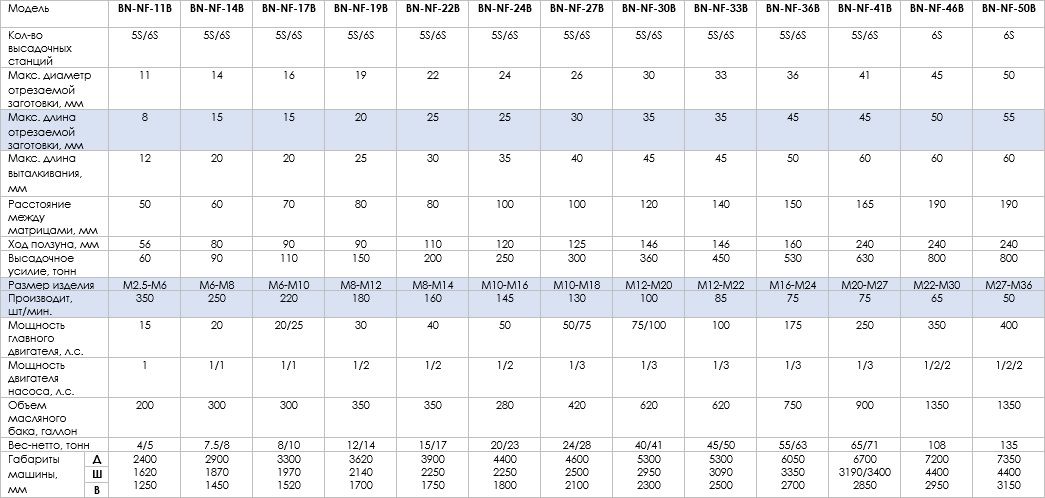
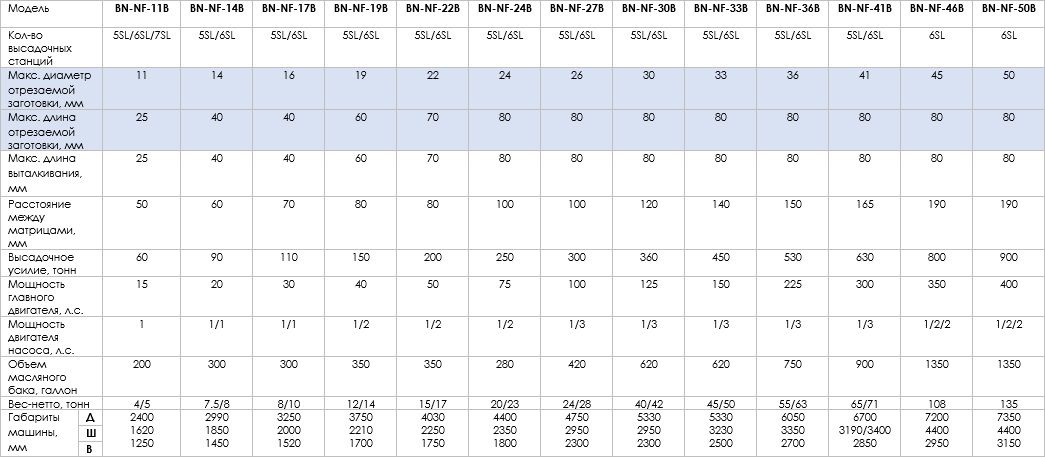
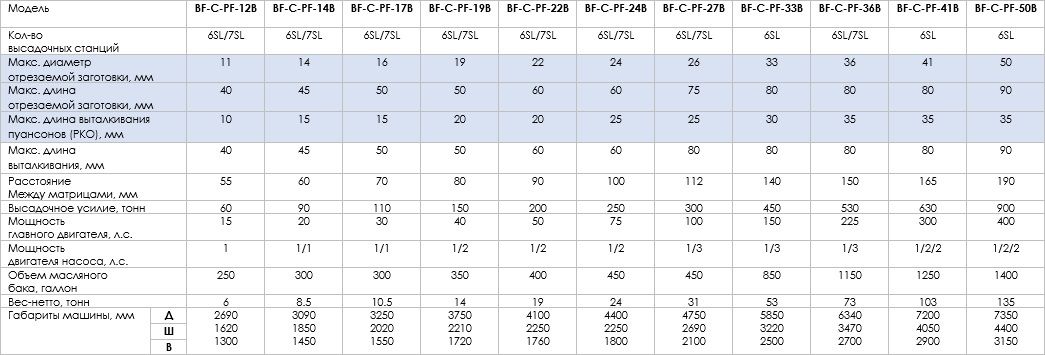
Спецификация
Холодновысадочное оборудование для производства гаек
Холодновысадочное оборудование с длинным ходом для производства специальных деталей
Холодновысадочное оборудование с длинным ходом и системой выталкивания пуансонов Р.К.О. для производства специальных деталей
Технология
Моток калиброванного металла с помощью кран-балки устанавливается на размоточное устройство и кусачками освобождается от вязок. Конец калиброванного металла выпрямляется и заправляется в подающие ролики холодновысадочного автомата. Из калиброванного металла на холодновысадочных станках производится высадка заготовок гаек. Технологический инструмент для штамповки гаек разделяется на инструмент матричного блока и инструмент пуансонной головки. Матричный блок служит для крепления отрезной и высадочных матриц и устанавливается в специальный проем станины пресса. Инструмент сборного матричного блока включает матрицы, матрицедержатели, проставки, опорные втулки, выталкиватели. Крепление матрицедержателей в блоке производится винтами в боковые скосы и специальными крышками. Регулировка матриц не предусматривается, а их соосность с пуансонами достигается путем регулировки пуансонодержателей и пуансонов, установленных в пуансонной головке. Пуансонная головка крепится к ползуну специально предусмотренными винтами и допускает регулировку в горизонтальной и вертикальной плоскостях; регулировка зазора между матрицей и пуансоном производится клином в переднем крайнем положении ползуна. От точности установки и регулировки инструмента зависит качество высаживаемых гаек и стойкость инструмента.
Тип соединения коленчатого вала с высадочным ползуном автоматического пресса для высадки крепежа, метизов и деталей
 |
 |
| Вал с подшипниками скольжения (стандартная продукция) |
Вал с втулками скольжения из бронзы (прецизионная продукция) |
Последовательность высадочных операций
Референтный размер продукции: гайка DIN 934, M6-P1.0 10Hx6L
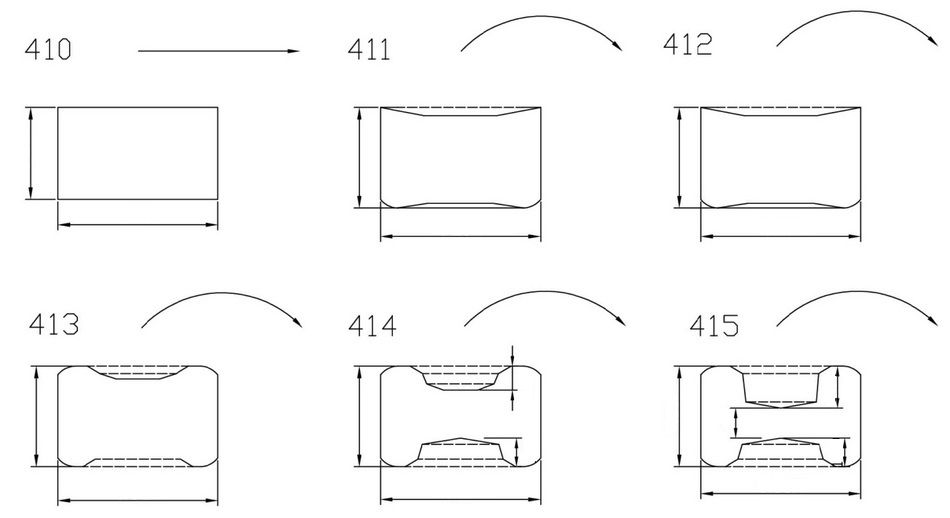
(1) подача металла и отрезка заготовки; (2) предварительная осадка; (3) предварительная высадка шестигранника; (4) предварительная высадка шестигранника и наметка отверстия; (5) окончательная высадка шестигранника и наметка отверстия; (6) прошивка отверстия. Отштампованная заготовка гайки поступает на промежуточный и далее в приемный бункер резьбонарезного станка. Из бункера заготовка по вертикальным направляющим падает в узел нарезки резьбы, где пневматический толкатель прижимает заготовку гайки к приводному вращающемуся метчику, проталкивая ее вдоль рабочей части стержня метчика, формируя внутреннюю резьбу. Готовые гайки сбрасываются с хвостовой части изогнутого метчика в контейнер для готовой продукции.

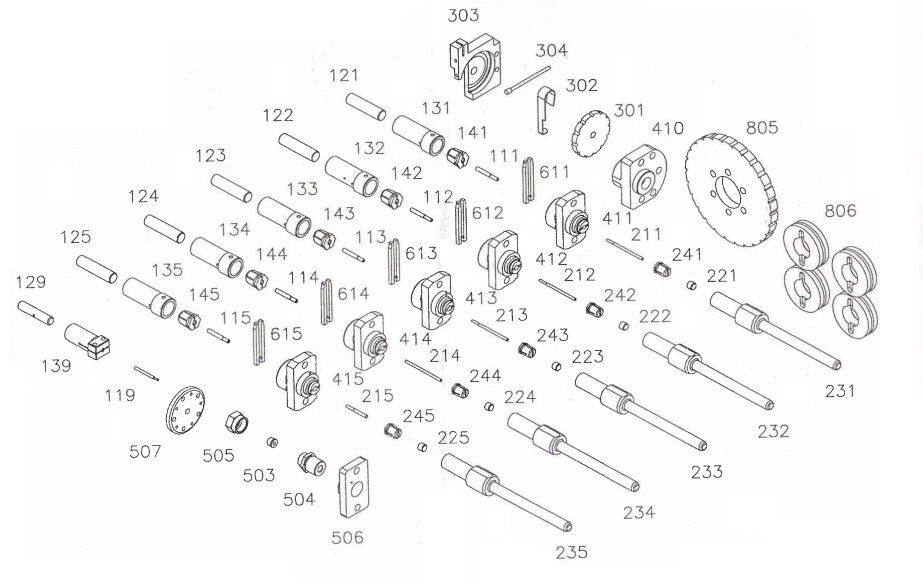
Комплект высадочного инструмента и оснастки для производства гайки и специальных деталей
КОМПЛЕКТУЮЩИЕ КАТЕГОРИИ
ВЫСАДОЧНЫЙ ИНСТРУМЕНТ
РЕЗЬБОНАКАТНОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ГАЕК И ДЕТАЛЕЙ ГОРЯЧЕЙ ШТАМПОВКИ
АВТОМАТ ДЛЯ СБОРКИ ГАЙКИ С НЕЙЛОНОВЫМ КОЛЬЦОМ
АВТОМАТ ДЛЯ СБОРКИ БОЛТОКОМПЛЕКТОВ
Видео-презентация оборудования, инструмента и оснастки из Тайваня
Автомат для холодной высадки гаек.
5-позиционный холодновысадочный автомат с длинным ходом и системой выталкивания пуансонов (P.K.O.)
Модуль для быстрой смены матриц и пуансонов (QTC).