Product Detail
ЛИНИЯ ЦИНКОВАНИЯ И ПАССИВАЦИИ КРЕПЕЖА В БАРАБАНАХ
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
- Item Number: 185164
- Product Category: ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА БОЛТЫ, САМОРЕЗЫ И СПЕЦИАЛЬНЫЕ ДЕТАЛИ
Описание
- Линия предназначена для кислотного / щелочного цинкования, фосфатирования, полировки, нанесения цинк-никелевого покрытия и т. д. на винты, гайки, болты, саморезы, молнии, электронные компоненты и прочие детали и т. д. для продления срока службы различных материалов, улучшения свойств их поверхности, предания различным изделиям декоративного, блестящего вида.
- Конструкция линии U-формы позволяет сэкономить рабочее пространство.
Full Description

Страна происхождения: Тайвань

Особенности
Оборудование для гальванического оцинкования метизов представляет собой автоматическую линию барабанного типа/на подвесах для кислотного/щелочного цинкования и предназначено для нанесения электрохимическим методом металлических и химических покрытий на метизы для придания им определенных свойств: защитных антикоррозийных, защитно-декоративных, декоративных, специальных (антифрикционных, для придания твердости, износостойкости). Принцип работы: после загрузки продукции в барабан, в автоматическом режиме данный барабан с помощью передвижной тележки перемещается из одной ванны в другую (с соляной кислотой, азотной кислотой, электролиз, нейтрализация) согласно заданной программе в компьютере управления, тем самым производит подготовку поверхности продукции к оцинкованию и производит оцинкование. Краткий технологический процесс: химическое обезжиривание, горячая промывка, сушка, электрохимическое обезжиривание, каскадная промывка, активация, цинкование, хроматирование, сушка. В состав оборудования входит следующее основное оборудование: ванны, каркас оборудования, система водопроводов из ПВХ труб, кабельно-проводниковая продукция, барабаны, передвижные тележки, установленные на каркасе, компьютерная система управления, электрооборудование. Процесс гальванообработки контролируется автоматически, для внесения изменений используется графический интерфейс, либо «человеко-машинный интерфейс» (HMI). Код (коды) ТНВЭД ЕАЭС: 8479 810 00 0.

Характеристики
Гальванические барабаны

Барабан оборудования для цинкования и пассивации крепежа представляет собой восьмигранную призму, одна из граней которой является крышкой, собранную из цельнолистового полипропилена методом сгибания и снабженную с торцов зубчатыми колёсами, предназначенными для приведения барабана во вращение. Зубчатые колёса скрепляются с секциями, образующими боковые стенки при помощи стяжек из полипропилена. На одной из боковых стенок предусмотрены съёмные крышки для загрузки деталей в барабан. Секции барабана изготовлены с отверстиями для прохождения электролита и тока, а также пуклями на внутренней поверхности, препятствующими прилипанию плоских деталей. Также барабан имеет крышку с запирающей ручкой. На металлической оси, проходящей через центр барабана, имеются специальные электропроводящие кольца. Эти кольца при вращении барабана задевают обрабатываемые изделия. Тем самым достигается повышение качества покрытия в процессе обработки сверхмалого крепежа. Барабан может применяться для обработки деталей по большинству технологических процессов с рабочей температурой до + 80 °С.
Держатели гальванических барабанов
Держатели гальванических барабанов выполнены из лёгкого алюминиевого сплава в качестве основного конструкционного материала, сверху покрытого полипропиленом производства Германии RöchlingEngineeringPlasticsKG. За счет использования лёгкого сплава происходит уменьшение нагрузки на двигатель, а также экономия электроэнергии за счёт меньшего веса. Применение полипропиленового покрытия поверх алюминия существенно увеличивает коррозионную стойкость по сравнению с традиционными методами защиты и одновременно служит для электрической изоляции держателя от других узлов линии. Все медные проводники изолированы и прошли через процесс антикоррозийной обработки. В случае неисправности их легко заменить.
Электропроводимость и безопасность
Оборудование обладает высокой электрической проводимостью и малыми электрическими потерями проводящих элементов. Изоляторы изготовлены из бакелита, обладающего изоляционными свойствами и термической стойкостью. Предотвращает утечку электричества с гальванической линии. Безопасность в эксплуатации обеспечивается защитными крышками, которые применяются в целях безопасности, для защиты рабочего персонала от травм инесчастных случаев на производстве. Также увеличивает защиту механизмов линии от коррозии, пыли,улучшают ее внешний вид и увеличивает срок службы. Крышки выполнена из полипропилена жёлтого цвета. Защитные карманы предохраняют электрические кабеля от повреждений и одновременно придают оборудованию эстетичный вид. В целях безопасности обслуживающего персонала линии, на случай если пол станет влажным или скользким по какой-либо причине, было разработано безопасное пластиковое покрытие из полипропилена. Дополнительные поручни установлены для обеспечения рабочей безопасности.
Гальванические ванны
Гальванические ванны отвечают всем техническим требованиям для выполнения работ различной сложности, обладают высокой прочностью, герметичны, невосприимчивы к высоким и низким температурам, сильным кислотам и щелочам, просты и безопасны в использовании.Для производства гальванического оборудования, производитель применяет различные полимерные и химически стойкие материалы: полипропилен (PP), поливинилиденфторид (PVDF), поливинилхлорид (PVC), полиэтилен (РЕ), стеклопластик, титан, нержавеющая сталь и другие. Изготовление гальванического, емкостного, вентиляционного и другого оборудования происходит посредством гибки и сварки полимерных листов на специализированном оборудовании. Для данных целей используются материалы ведущих производителей: Rochling (Германия). Гальванические ванны, в зависимости от назначения, комплектуются следующими элементами: электронагреватели, теплообменники; датчики температуры и уровня; бортовые отсосы; устройство подачи сжатого воздуха (устройство барботирования); устройство перемешивания раствора; устройство фильтрации растворов; устройство покачивания анодных/катодных штанг; переливные карманы; ловители технологических спутников; запорно-регулирующая арматура; крышки; теплоизоляция. В зависимости от технологических требований, гальваническое оборудование может иметь различные габариты и комплектацию.
Портальный автооператор

Портальный автооператор - это транспортный модуль, предназначенный для перемещения обрабатываемых изделий по гальванической линии. Портальные автооператоры являются особым видом автооператоров, т.к. размер обслуживаемых гальванических ванн практический не ограничен. Оптимальная грузоподъёмность данного вида оператора до 2000 кг., при необходимости может быть увеличена. В зависимости от назначения, управление может осуществляться одним или несколькими управляющими модулями: подвесным пультом управления (располагается непосредственно на корпусе автооператора); дистанционным пультом управления (радиус действия пульта до 200 м.); выносным пультом управления (лифтовый способ управления); персональным компьютером (при автоматическом способе управления). Основными преимуществами данного автооператора являются: простота конструкции; высокая скорость перемещения; относительно долгий срок службы при интенсивном использовании.
Автоматизированная система управления

Система осуществляет следующие функции: управление агрегатами гальванической линии (электронагреватели, фильтровальные установки, насос-дозаторы, вентиляционные установки и др.); управление автооператорами; управление выпрямительными агрегатами; возможность задания бесконечного количества технологических процессов для разных типов деталей; диагностика состояния агрегатов гальванической линии; выдача аварийных и предупредительных сообщений и сигналов; ведение протоколов реализуемых техпроцессов, типов обрабатываемых деталей, аварийных и предупредительных сообщений и др.В системе реализованы следующие опции: удаленный доступ к системе через сеть Интернет; по запросу передача актуальных параметров составных частей линии, внутренних протоколов и другой необходимой информации; сенсорный пульт управления АСУ с визуализацией технологического процесса. С помощью пульта осуществляется управление оборудованием, ввод параметров технологических программ, просмотр внутренних протоколов и другие действии по управлению линией; пульт имеет интуитивно понятное меню; с помощью этого же меню на экран компьютера выводится информация о состоянии элементов линии: параметры и характеристики реализуемых техпроцессов; состояние датчиков и исполнительных механизмов; степень наполненности ванн и емкостей; сообщения о нештатных и аварийных ситуациях на линии.
Спецификация
Комплектация линии цинкования и пассивации крепежа в гальванических барабанах:
- Узел загрузки.
- Ванна горячего обезжиривания х 2.
- Ванна промывки в холодной воде х 14.
- Ванна травления в растворе соляной кислоты х 1.
- Ванна электролиза х 1.
- Ванна нейтрализации х 1.
- Ванна цинкования х 6.
- Ванна осветления в азотной кислоте х 1.
- Ванна пассивации голубой/радужной х 1.
- Ванна промывки в горячей воде х 1.
- Узел выгрузки.
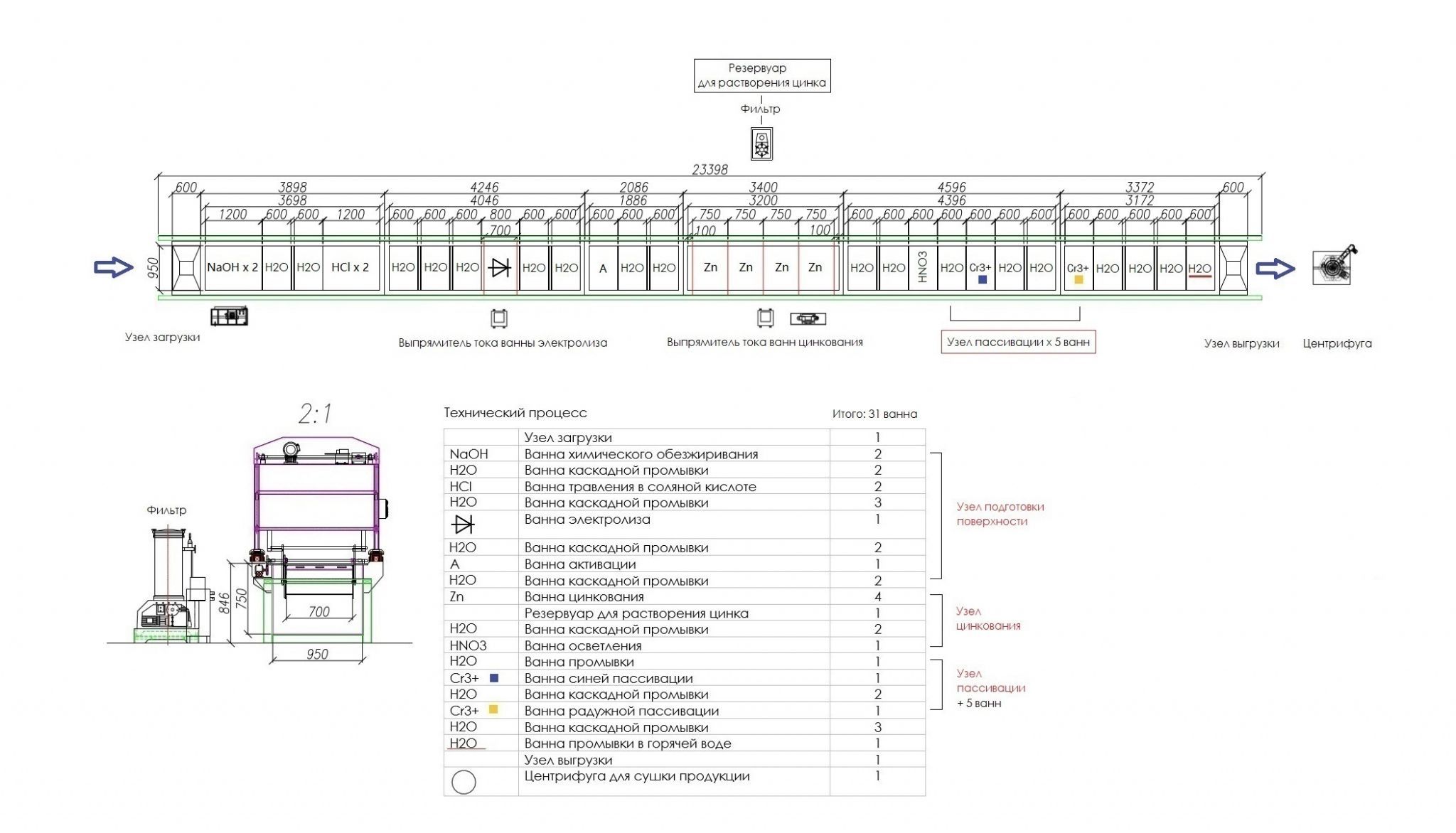
Общая потребляемая мощность: 133 кВт/час.
Комплектующие
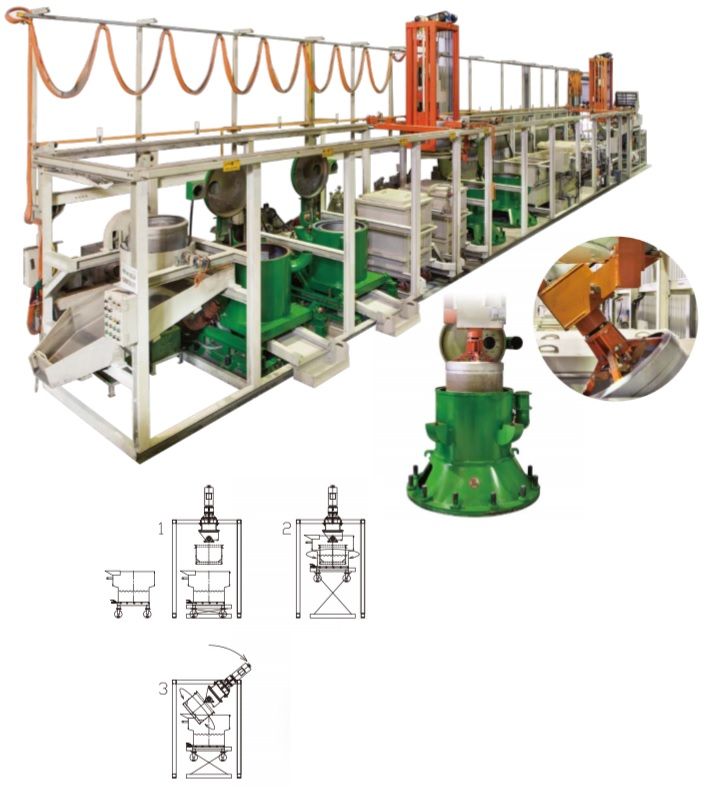
Устройство для загрузки и выгрузки
Устройство с автоматической загрузкой контролем весов через дисплей.Новая технология с точным контролем веса загрузки по дисплею и автоматической подачей технологической тары с опрокидывающего устройства в вибробункер и дозирование в барабан. Загрузка и выгрузка изделий готовой продукции контролируется гидравлическим приводом, что в свою очередь снижает затраты на рабочую силу. Наличие механической стрелы-крана направлено на упрощение процесса эксплуатации и управления оборудованием. Особенности конструкции стрелы: безопасность и низкий уровень шума, использование сенсора для предотвращения перехода за границы барабанного механизма; рычаг подвески может двигаться вверх и вниз, выполняя функцию капельника.
Ванны колокольного типа

Колокольная ванна представляет собой прямоугольную емкость, изготовленную из пластика и усиленную бандажами по периметру. На борту ванны установлен механизм для обработки деталей, так называемый колокол. Колокол так же выполнен из пластика. Боковые грани имеют перфорацию для свободного проникновения раствора в колокол. Размер перфорации выполняется в зависимости от типа обрабатываемых деталей. Внутри колокола установлен гибкий катод для обеспечения подачи тока на покрываемые детали. Загрузка деталей в колокол осуществляется через специальный загрузочный лоток, расположенный непосредственно в верхней части возле колокола. Выгрузка деталей, после обработки, происходит в корзину с двойным дном, которая обеспечивает сбор электролита, стекающего с деталей. Корзина установлена в нижней части ванны таким образом, что при подъёме колокола все детали ссыпаются в нее. Для удобства эксплуатации колокольной ванны, основные органы управления вращением колокола и управления выпрямителем располагаются непосредственно на корпусе ванны. Максимальная масса деталей единовременной загрузки может достигать до 25 кг. Ванна может быть оснащена различным дополнительным оборудованием: нагревательными элементами; контуром охлаждения; фильтрацией и многими другими системами в зависимости от технологических требований.
Вентиляционная система
Вентиляционные системы – комплекс оборудования, предназначенный для удаления загрязненного воздуха из помещения и замене его наружным. Современные производственные процессы зачастую сопровождаются загрязнением воздуха в производственном помещении. Решить вопрос о поддержании комфортных условий труда вам помогут специалисты нашей компании, которые проведут анализ и все необходимые расчеты по удалению загрязненного воздуха, очистке и замене его наружным. Вентиляционные системы изготавливаются из полимерных экструдированных материалов, которые нашли широкое применение в области изготовления оборудования для вредных производств (гальванические цеха, например). Преимуществами вентиляционных систем из полимерных материалов является их простота изготовления и монтажа, легкость конструкций, нейтральность к большому спектру химических соединений, отсутствие коррозии и, как следствие, сохранение внешнего вида.
Маслоотделитель

Материал: нерж. сталь SUS304, плита толщиной 3.0 мм. Размер: Д1800 х Ш750 х В550 (размер бака). Включает механизм разделения масла и воды и циркуляционный насос из нерж .стали мощностью ½ л.с. Включает механизм разделения масла и воды; мембранный насос из ПП.
Выпрямитель тока

Выпрямитель тока с масляным и водяным охлаждением. Выпрямитель ваннэлектролиза: 800А/15В. Выпрямитель ванноцинкования: 5000А/12В. Центральная система управления удаленного типа. Распределение медных проводниковых пластин в пределах 3 метров. Ванна электролиза (800А): провод сечением 200 мм2 *2 провода/ полюс. Ванна оцинкования (5000А): медная плита толщина 10 мм *100Вт*2 плиты/полюс. Система охлаждения: градирня 15Т в комплекте с водоотливным насосом вкл. трубную обвязку.
Резервуар для затвора и перемешивания химических реагентов
Резервуар из полипропилена, размер Ø950 × высота 1400 мм. Конструкторские особенности: боковые стенки выполнены из полипропиленовых плит толщиной 8 мм, и дно из полипропиленовой плиты толщиной 15 мм спаянных вместе, армирование выполнено из полипропиленовой плиты толщиной 20 мм, раствор электролита поступает в готовом состоянии в ванны оцинкования по трубам. Включает двигатель ¼ л.с. (15:1) и мешалку (лопасти мешалки изготовлены из нерж. стали и покрыты полиэтиленовым покрытием).
Система контроля уровня РН
Для ванны осветления в азотной кислоте: дозирующий насос. Тип: PVT-0220. Материал: поливинилиденфторид или ПВДФ. Производительность: 333 cc/min-2 бар. Диафрагма: политетрафторэтилен, тефлон. Кольцо-О: VITION. Контроль уровня PH в растворе происходит «индукционным стержнем» и насосы накачивают дополнительный раствор для поддержания стабильного уровня PH. Комплектующие: индукционный стержень PH, функция автоматического контроля PH методом дозирования электролитов, портативный ящик для химических реагентов для проверки PH, трубная и кабельная обвязка.
Устройство для автоматического дозирования химикатов

Для ванн голубой и радужной пассивации: дозирующий насос. Тип: PVT-0220. Материал: поливинилиденфторид или ПВДФ. Производительность: 333 cc/min-2 бар. Диафрагма: политетрафторэтилен, тефлон. Кольцо-О: VITION. Добавление химикатов контролируется автоматически от ПЛК – 2 комплекта. Портативный ящик из полипропилена для химических реагентов. Трубная и кабельная обвязка.
Фильтр для ванн оцинкования

Объем: 220 Л/мин. Материал: полипропилен 20μ. Картридж: 20"*15. Макс. температура: 650C. Двигатель насоса: 2 л.с. Объем фильтрации: 3.75 m2. Соединительный трубопровод: 1 1/2". Размер: Д940 мм ×Ш670 мм ×В1460 мм. Вес 102 кг. Распределение трубопроводов в пределах 3х метров. Запасные картриджи 25μ – 15 ед.
Чиллер для ванн оцинкования

Охлаждающая способность: 37,500 кКал/час, 50Гц. Компрессор. Пусковой метод: прямой. Количество оборотов в мин: 2900. Мощность: 10.8 кВт. Защитное устройство: реле высокого/низкого давления, плавкий предохранитель температурного переключения охлажденной воды, механизм защиты от перегрева, автоматический переключатель температуры. Температура приточной, сливной воды: Температура охлажденной воды, приточной 12℃, сливной 7℃Температураохлаждающейводы, приточной 30℃, сливной 35℃Потерядавленияохлажденнойилиохлаждающейводысоставляетниже 6.6М. Комплектующие: компрессор, конденсатор, водянойкулеризтитана, градирня 30RT. Циркуляционный насос 2 л.с. х 1 шт., кислотоупорный насос 2 л.с. х 1 шт. Распределение труб в пределах 3М.
Нагреватель
Тип: теплообменник. Нагреватель из нерж. стали SUS316 для ванн обезжиривания (80ºС): 12 кВт х длина 750 мм х 2 комплекта. Нагреватель из нерж. стали SUS304 с тефлоновым покрытием для ванн электролиза (50ºС): 9 кВт х длина 750 мм х 1 ед. Кварцевый нагреватель для ванн голубой и радужной пассивации (45ºС): 3 кВт х длина 750 мм х 2 ед. Нагреватель из нерж. стали SUS316 (70ºС): 12 кВт х длина 750 мм. х 1 комплект. Нагрев до рабочей температуры составляет 4 часа. Цифровой контроллер температуры и контроллер уровня жидкости.
Центрифуга

Ручного управления: тип-600. Основание: шестигранник. Диаметр основания: 1500 мм. Высота: 1200 мм. Мощность: 7.5 л.с. х 4 фазы . Включает инвертор скорости центрифуги и армированное основание. Внутренняя корзина центрифуги с открывающимся дном, модель-600. Материал: SUS#304. Размер: φ597* высота 500 мм *2 мм толщина. Диаметр отверстия: требует дополнительного согласования. Запасная корзина. Боковая стенка и основание сделаны из стали марки SUS304. Плита вокруг основания изготовлена из стали SS400. Конусовидная форма основания.
Газовая сушилка
Тип: природныйгаз. Мощность: 3 л.с. Производительность: 30 м3/мин. Макс. температура: 250℃. Невключаеттрубнуюобвязкуиисточникгаза. Питание: отэлектрическогошкафаПокупателядогазовойсушилки. Защитнаякрышкаизнерж. сталиSUS304. Устанавливается на ножках. Потребление газа: 9 кг/час.
Барботаж (воздуходувка)
Калибр трубы: 1 ½”. Мощность: 2 л.с. Система охлаждения. Трубная обвязка, 1 ½”. Трубы воздуходувки: 1”. Для ванн азотирования х 1 ед., голубой пассивации х 1 ед., радужной пассивации х 1 ед.
Титановые корзины
Титановые корзины предназначены для использования отходов растворимых анодов. Стенки и дно корзины изготовлены из титанового листа. Сторона корзины, обращенная к деталям, изготавливается из титановой сетки. Для завешивания корзины на токоведущей штанге, в конструкции предусмотрены крюки.
Линия пассивации
Автоматическое оборудование зажимного типа используется для пассивации, промывки, сушки, а также окрашивания деталей в желтый, белый, зеленый, черный цвет. Весь процесс находится под контролем компьютерной системы управления, чтобы избежать возможных ошибок человеческого характера. Тем самым осуществляется контроль за качеством процесса.
КОМПЛЕКТУЮЩИЕ КАТЕГОРИИ
ХИМИЯ ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ
ХИМИЯ ДЛЯ НЕЙТРАЛИЗАЦИИ ГАЛЬВАНИЧЕСКИХ СТОКОВ
ОБОРУДОВАНИЕ ДЛЯ НЕЙТРАЛИЗАЦИИ ГАЛЬВАНИЧЕСКИХ СТОКОВ
ОБОРУДОВАНИЕ ДЛЯ НЕЙТРАЛИЗАЦИИ ГАЛЬВАНИЧЕСКИХ ВЫХЛОПОВ
УСТАНОВКА ДЕФОСФОТАЦИИ ВЫСОКОПРОЧНЫХ БОЛТОВ, ГАЕК И СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ
СИСТЕМА ЦЕНТРОБЕЖНОГО МАСЛООТДЕЛЕНИЯ
УСТАНОВКА ДЛЯ ОЧИСТКИ ВАНН ОТ МАСЛЯНЫХ ПРИМЕСЕЙ
СТАНЦИЯ ОЧИСТКИ ФИЛЬТРОВ ГАЛЬВАНИЧЕСКИХ ВАНН
ПЕЧЬ ДЛЯ УСТРАНЕНИЯ ВОДОРОДНОГО ОХРУПЧИВАНИЯ СТАЛИ
ГРАДИРНЯ ДЛЯ ОХЛАЖДЕНИЯ ВОДЫ И ГАЛЬВАНИЧЕСКИХ РАСТВОРОВ
ЦЕНТРИФУГА ДЛЯ ОБЕЗЖИРИВАНИЯ И СУШКИ МЕТИЗОВ
Видео-презентация оборудования, инструмента и оснастки из Тайваня