Product Detail
ПЕЧЬ ДЛЯ НАГРЕВА, ЗАКАЛКИ И ОТПУСКА ПРУЖИН И ПРУЖИННЫХ ИЗДЕЛИЙ

.jpg)
.jpg)
.jpg)
.jpg)
- Item Number: 186340
- Product Category: ОБОРУДОВАНИЕ ДЛЯ ТЕРМООБРАБОТКИ БОЛТОВ, САМОРЕЗОВ И СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ
Описание
- Печь предназначена для предварительного нагрева, закалки и отпуска пружин, изделий из пружинной стали.
- Макс. температура 500ºC.
Full Description

Страна происхождения: Тайвань

Особенности
- Максимальная температура: 500ºC (930ºF).
- Цифровой измеритель скорости ленты предназначен для удобного считывания и отображения времени прямого нагрева.
- Проволочный конвейер с буртиком исключает повреждение изделий.
- Конвейерная лента находится внутри печи, сохраняет тепло, экономит энергию и повышает эффективность термообработки.
- Легко открывающаяся крышка обеспечивает доступ к узлам печи и простоту обслуживания.
- P.I.D. контроллер обеспечивает точную температуру нагрева.
- Цифровая диагностика ошибок и дисплей обеспечивают простое устранение неисправностей.
- Равномерное распределение температуры, однородность температуры.
- Электрическая конфигурация согласно стандарту EN 60204.
- Дополнительная конфигурация для автомобильной промышленности согласно стандарту CQI9.
- Опциональная конфигурация для аэрокосмической промышленности согласно стандарту AMS2750E.
Характеристики
Система безопасности
- Защита двигателя от перегрузок.
- Система защиты от перегрева соответствует стандарту EN 1539.
- Система сигнализации тревоги при возникновении ошибок.
- 24-часовой таймер включения / выключения обеспечивает энергосбережение и безопасность.
- Сигнализация превышения допустимой температуры.
Опции
| Символ | Комплектация |
| DSC | Системный контроллер с двойным таймером. |
| DSMI | Интерфейс записи скорости ленты. |
| WT | Таймер включения / выключения на одну неделю. |
| MM | Система контроля двигателя. |
| SSR | Твердотельное реле. |
| SCR | Контроллер питания SCR. |
| ECO | Электростатический воздухоочиститель. |
| UDC | Охлаждающий конвейер. |
| 485M | Регистратор температуры c картой памяти. |
| 485MII | Регистратор температуры с картой памяти с сообщением о тревоге на мобильный телефон. |
| 485WL | Беспроводной регистратор температуры. |
| 485C | Регистратор температуры с проводной связью. |
| UTR200 | Регистратор температуры с бумажным самописцем. |
| HCL | Ножки и рукоятки печи. |
| SP | Боковая верхняя панель управления. |
| FS | Сортирующее устройство. |
| TUS6 | +/- 6 ° C однородность температуры. |
| PLC | Система управления на основе PLC + HMI. |
| CQI9M | Конфигурация CQI9. |
| AMSE | Конфигурация AMS2750E. |
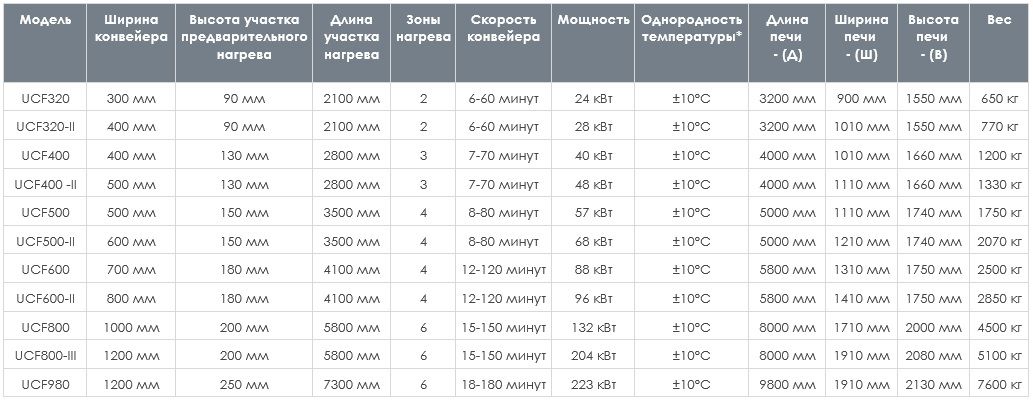
Спецификация
Технология
Пружинные стали обладают низкой теплопроводностью. В связи с этим необходимо учитывать некоторые особенности нагрева под закалку некоторых марок пружинных легированных сталей. Например, высоком марганцовистые стали перед нагревом под закалку предварительно подогревают до температуры 400 — 500° С. Следовательно, стали под закалку нагревают ступенчато. Вследствие этого опасность образования трещин при нагреве до температуры закалки уменьшается. Закалку производят следующим образом. Партию пружин укладывают и закрепляют на дне сетчатой металлической корзины. Пружины предварительно подогревают, если этого требует технология обработки стали, затем помещают в печь, нагретую до заданной температуры, и выдерживают при этой температуре до полного прогрева металла по всему сечению. Длительность выдержки зависит от размера сечения проволоки и марки стали. После этого производится закалка в закалочной среде. Для предупреждения коробления при нагреве под закалку пружины сжатия до термической обработки скрепляют мягкой стальной проволокой, соединяя торцовые (нерабочие) витки с рабочими витками. Иногда для предупреждения короблений и искажений формы пружины применяют приспособления, а также простые швеллерные балки. Для закалки крупных пружин применяют чугунные обоймы. Обойма имеет форму бруса, в котором засверливаются отверстия с уступом для установки пружины. Обойма заполняется пружинами и устанавливается в печь для нагрева. Закалку осуществляют при осторожном погружении пружин в закалочную среду вместе с обоймой. Закалочными средами для пружинных сталей могут быть масло, вода, воздух и др. Жидкая закалочная среда помещается в специальный бак, который имеет систему охлаждения для регулирования температуры закалочной среды. При закалке в воде происходит очень резкое охлаждение, что способствует образованию трещин в материале пружин. Такую закалку применяют для пружинных сталей очень редко, а если применяют, то добавляют в воду различные примеси (известь, мыло, мел и др.), для того чтобы уменьшить скорость охлаждения пружинной стали. Температура закалочной среды оказывает большое влияние на структуру и свойства стали после закалки. Например, если температура масла под закалку равна 60° С, то пружина не получает полной закалки, а закалка пружины в масле, нагретом до температуры 30° С, дает требуемую твердость. Масло является самой распространенной средой для закалки. Его применение обеспечивает изготовление пружин хорошего качества с наименьшим браком по термической обработке. Все закалочные среды имеют различную теплопроводность, и наиболее нагретые слои среды находятся в верхней части закалочного бака. Для того чтобы температура среды была равномерна по всему объему, через нее при помощи специальной трубки продувают сжатый воздух. Применяют и другие способы охлаждения и перемешивания закалочных сред. После закалки пружины подвергают отпуску для повышения вязкости и для уменьшения внутренних напряжений, полученных в результате резкого охлаждения при закалке. Отпуск пружин осуществляется обычно в отпускных печах, которые могут быть пламенными, муфельными и электрическими. Часто отпуск пружин выполняют в соляных ваннах. Температура и время вы-держки при отпуске зависят от марки стали, диаметра пружины и проволоки. Отпуск пружин из патентированной проволоки заключается в нагреве их до температуры 250 — 350° С и выдержке при этой температуре в течение 15 — 30 мин. Если не производить отпуск пружин из патентированной проволоки, то при трехкратном и более обжатии то соприкосновения витков свободная высота пружины уменьшается, а пружина делает осадку без изменения количества витков и увеличивается в диаметре. При выполнении отпуска для таких пружин величи на осадки при трехкратном и более обжатии уменьшается почти вдвое, а упругие свойства увеличиваются. При этом наружный диаметр отпущенной пружины кесколь ко уменьшается, а количество витков увеличивается на 1—2%. Все изменения размеров пружин из патентированной проволоки, которые происходят при термической обработке, должны быть учтены при навивке на автоматах, а также при выборе оправок и шага навивки пружин. Термическая обработка пружин уменьшает остаточные деформации за счет уменьшения внутренних напряжений, увеличивает упругие свойства и вязкость, благодаря чему обеспечиваются высокое качество и надежная работа пружин.
КОМПЛЕКТУЮЩИЕ КАТЕГОРИИ
МУФЕЛЬНАЯ ПЕЧЬ ЛАБОРАТОРНАЯ ДЛЯ ТЕРМООБРАБОТКИ МАТЕРИАЛОВ
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА КОЛЕЦ, ШПЛИНТОВ И ХОМУТОВ
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПРУЖИН СЖАТИЯ, РАСТЯЖЕНИЯ, ЗМЕЕК
АВТОМАТ ДЛЯ ПРОИЗВОДСТВА ПРУЖИННЫХ ГРОВЕРНЫХ ШАЙБ
УСТАНОВКА ДЕФОСФОТАЦИИ ВЫСОКОПРОЧНЫХ БОЛТОВ, ГАЕК И СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ
СИСТЕМА ЦЕНТРОБЕЖНОГО МАСЛООТДЕЛЕНИЯ
ГРАДИРНЯ ДЛЯ ОХЛАЖДЕНИЯ ВОДЫ И ГАЛЬВАНИЧЕСКИХ РАСТВОРОВ
Видео-презентация оборудования, инструмента и оснастки из Тайваня