- Viber/WhatsApp +886 918 135 070/ info@solar-bear.tw
- RU
- /
- 🌏
- RU
- /
- 🌏
Product Detail
ВЫСАДОЧНЫЕ АВТОМАТЫ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ
.JPG)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.JPG)
.jpg)
.jpg)
.jpg)
.jpg)
.JPG)
.jpg)
- Item Number: 185149
- Product Category: ВЫСАДОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ, САМОРЕЗОВ И СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ
Описание
- 3х, 4х, 5 и 6-позиционные холодновысадочные автоматы для высадки болтов и специальных деталей предназначены для холодной высадки заготовок болтов и деталей с последующей нарезкой резьбы с целью производства автомобильного и машиностроительного крепежа размером от М4 до М30 с комплексом требуемых геометрических размеров и механических свойств. Материал для изготовления болтов - углеродистая сталь, легированная сталь марки JIS-SCM440, нерж. сталь 13Х11Н2В2МФ-Ш (ЭИ961-Ш), 15Х16Н2АМ-Ш, титановый сплав ВТ3 и др.
- Опция: инвертор, линейная система подачи заготовки, выталкиватель пуансонов (PKO), отрезной механизм закрытого типа, шумонепроницаемый кожух, монитор для инспекции нагрузок на высадочных станциях, подъёмный манипулятор для переналадки инструмента и оснастки, панель оператора HMI; модуль для быстрой смены отрезной матрицы и ножа; модуль для быстрой смены матриц и пуансонов (QTC).
- Сертификат: СЕ. Код (коды) ТНВЭД ЕАЭС: 8462 99 800 2.
Full Description
OEM/ODM - платформа: 

Особенности
- Холодновысадочные автоматы (станки) для производства болтов изготавливают изделия - DIN 186, DIN 188, DIN 261, DIN 444, DIN 529, DIN 529 MU, DIN 558, DIN 561, DIN 564, DIN 601 MU, DIN 603, DIN 604, DIN 605, DIN 607, DIN 608, DIN 609, DIN 610, DIN 797, DIN 931, DIN 933, DIN 933, DIN 960, DIN 961, DIN 1445, DIN 6914, DIN 6921, DIN 22424, DIN 32501 и прочее.
- Пневматическая муфта сцепления тормозной системы спроектирована для работы в режимах толчкового перемещения, одиночного хода и режиме непрерывной работы. Главный ползун каждый раз будет останвливаться в задней мёртвой точке при работе в режимах одиночного хода или непрерывной работы.
- Цельнолитые отрезная пластина (нож) и отрезная матрица (втулка) обеспечивают отрезание под прямым углом без заусенцев.
- Опорный ролик кулачка толкателя расположен по центральной оси штока толкателя, с целью предотвращения возникновения эксентрических сил и обеспечения жёсткости и стабильности конструкции.
- Кулачок механизма выталкивателей пуансонов спроектированы с помощью компьютера, чтобы достичь простоты и точности. Движение выталкивателей пуансона синхронизировано с перемещением главного ползуна, чтобы предотвратить выпадение заготовки из формующей матрицы до высадки.
- Все станины тайваньских холодновысадочных автоматов (станков) являются цельнолитыми, их изготавливают из бразильского мелкозернистого чугуна марки Meehanite. Станина из чугуна Meehanite отличается большими демпфирующими и виброгасящими свойствами, высокой прочностью и стойкостью к температурным деформациям, что обеспечивает станку в процессе работы более высокую точность, особенно в условиях тяжелых режимов высадки, и долгий срок службы.
- Более 65% компонентов для высадочных станков производятся собственными подразделениями, что позволяет обеспечить максимальный уровень контроля качества. Компоненты для наиболее ответственных узлов своих станков предприятие закупает у таких известных компаний как: FANUC (Япония), Kitagawa (Япония), SKF (Швейцария), Sauter (Германия), Diplomatic (Италия), Renishaw (Швейцария), Grundfos (Германия), NSK (Япония), ROHM (Германия).
- Система строгого контроля качества включает лазерную калибровку. Тест на вибрацию, на шумовые показатели соответствует основному международному стандарту ISO. Эти процедуры являются неотъемлемой частью процесса производства металлообрабатывающего оборудования всех тайваньских производителей. Основные конструктивные детали пресса, такие как рама и главный ползун, прошли процесс нормализации после отливки, с целью снятия внутренних напряжений. Это позволяет избежать деформации частей и добиться точности изготавливаемой продукции.
- Станина пресса и подвижные детали подвергаются механическому шабрению ручным инструментом (шабером). Шабренная поверхность лучше смачивается и дольше сохраняет смазывающие вещества благодаря наличию так называемой разбивки (соскабливанию) этой поверхности, что также повышает ее износостойкость и снижает величину коэффициента трения.
- Все кулачки пресса спроектированы с помощью компьютерных программ и изготовлены на обрабатывающих центах с ЧПУ, с целью обеспечения точности и гладкости поверхности.
- Стабильность и точность главного ползуна гарантирована рукавом в виде металлической пластины из твёрдосплавной стали. Это позволяет добиться более долгого срока эксплуатации станка.
- Высадочный станок оснащён цифровой системой контроля и индикации, предназначенной для остановки в случае неисправностей и индикации кода ошибки.
- Удобный в пользовании интерфейс цифрового контроллера позволяет с лёгкостью индивидуально настроить шаг заднего выталкивателя, растояние до упора и длину подачи, а модуль памяти расчитан на 99 видов инструментальной оснастки, с целью обеспечения быстрой смены инструмента (опция).
- Полуавтоматический режим работы позволяет добиться экономии энергии и трудозатрат.
- Установленный на главный двигатель инвертер позволяет варьировать скорость при тестировании и производстве.
Характеристики
Узел подачи высадочного станка
Размоточное устройство на вращающейся платформе – неприводное или приводное. Двухплоскостное рихтовочное устройство, состоящее из двух групп неприводных роликов: первая горизонтальная группа 5 роликов (2+3); вторая вертикальная группа 4 ролика (2+2). Регулировка положения роликов индивидуальная, вручную. Подающие ролики – служат для подачи проволоки в отрезной блок с функцией возврата проволоки и усилием для корректировки движения толкающего штифта вперед/назад. Регулировка стопорного механизма и механизма длины выталкивания производится маховиком вручную. Перемещение подачи регулируется серводвигателем и кнопками управления. Отрезной нож закрытого типа. В комплекте поставляется модуль для быстрой смены отрезной матрицы и ножа.
Матричный блок - подпружиненные выталкиватели на каждой позиции матриц. Система возврата выталкивателя устройства снабжена пружиной, возвращающей выталкиватель назад после окончания цикла. Станина оснащена мерной шкалой для настройки механизма выталкивания матриц. Регулировщик длины выталкивания с ручным управлением. Индивидуально настраиваемый кулачок выталкивателя на последней (4ой) позиции матричного блока. Система блоковой замены инструментов матричного блока. Дополнительный матричный блок входит в комплект поставки для ускорения перенастройки станка на другой типоразмер. Система быстрой смены инструмента позволяет оператору задать последовательность действий для инструментов и помещать готовые компоненты в станок при помощи подающего рычага с возможностью точной юстировки.
Пуансонный блок - подпружиненные выталкиватели на каждой позиции пуансонов. Система возврата выталкивателя устройства снабжена пружиной, возвращающей выталкиватель назад после окончания цикла. Станина оснащена мерной шкалой для настройки механизма выталкивания. Регулировщик длины выталкивания с ручным управлением. Система быстрой смены инструмента позволяет оператору задать последовательность действий для инструментов и помещать готовые компоненты в станок при помощи подающего рычага с возможностью точной юстировки.
Пневматический механизм подачи заготовки SACMA обеспечивает высокоскоростной и стабильный процесс высадки. Система оборудована набором пальцев с пружинами, которые поднимаются от станины станка и поддерживают короткую часть детали между стержнем выталкивателя и пальцем, чтобы деталь не проскальзывала через пальцы. Дополнительный механизм переноса входит в комплект поставки для ускорения перенастройки станка на другой типоразмер. Механизм передачи заготовок поворачивается на 180° градусов для упрощения процесса перенастройки.
В комплектации каждого холодновысадочного станка для производства болтов предусмотрены:
- Система подачи смазочно-охлаждающей жидкости в рабочую зону. Масляный фильтр центробежный.
- Система централизованной смазки узлов оборудования.
- Система удаления масляных паров из рабочей зоны станка.
- Комплект высадочного инструмента.
- Система обнаружения неисправностей, контроля и диагностики, включает: датчик недостаточного давления воздуха; датчик контроля высадочного усилия; концевые датчики открытия защитных кожухов; детектор ошибок подачи заготовки; детектор отсутствия заготовки; детектор неисправности цепи; датчик неисправности выталкивателя пуансона; датчик перегрузки двигателей; датчик уровня масла; датчик неисправности пневматической муфты; датчик неисправности пневматической муфты с ручным управлением; датчик неисправности инвертора; экран для мониторинга по значениям сил. Датчик неисправности экрана для мониторинга по значению усилий.
Электрооборудование: внутреннее освещение рабочего пространства станков; индивидуальная панель оператора для управления станком; LCD монитор на панели оператора; электрошкаф с классом защиты IP54; исполнение шкафа – одностороннее. Подвод энергоресурсов включает сжатый воздух - давление 500÷700 кПа (очищенный), от компрессора. Подвод сжатого воздуха обеспечивается Заказчиком.
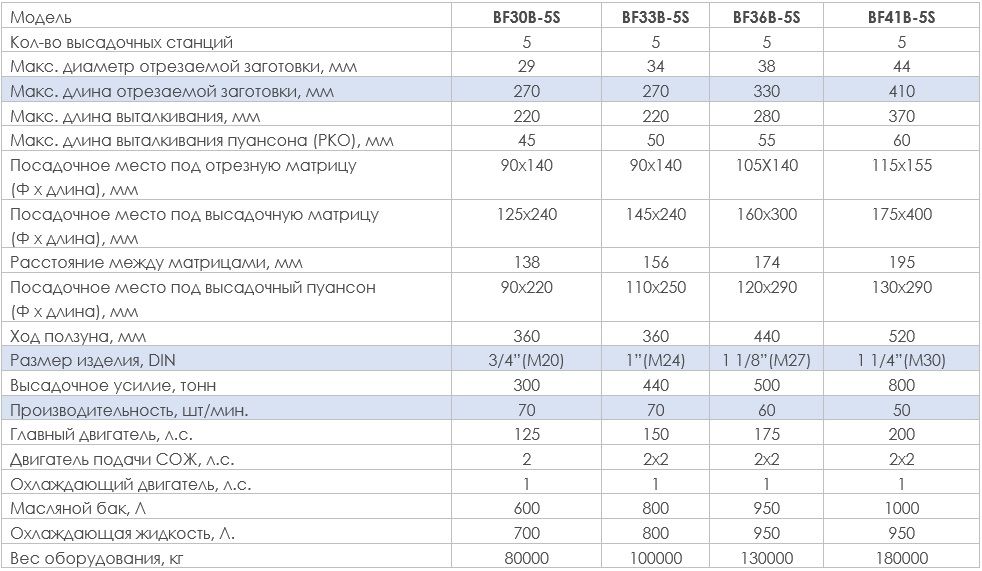
Спецификация
*Полная спецификация доступна в каталоге высадочного оборудования.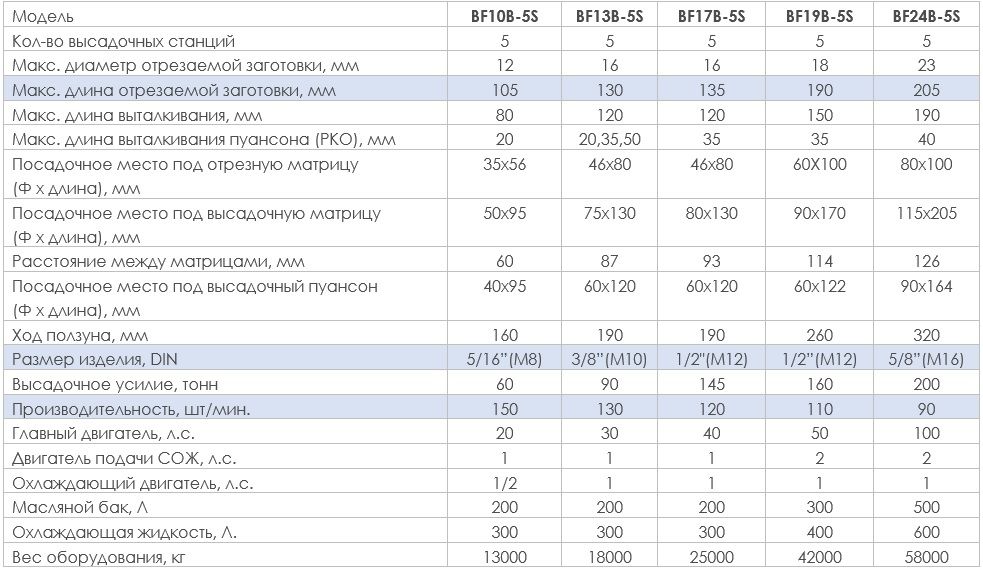
Технология
Последовательность высадочных операций:
Референтный размер продукции: болт DIN 931, M16-P2.0 х длина 45-120 мм
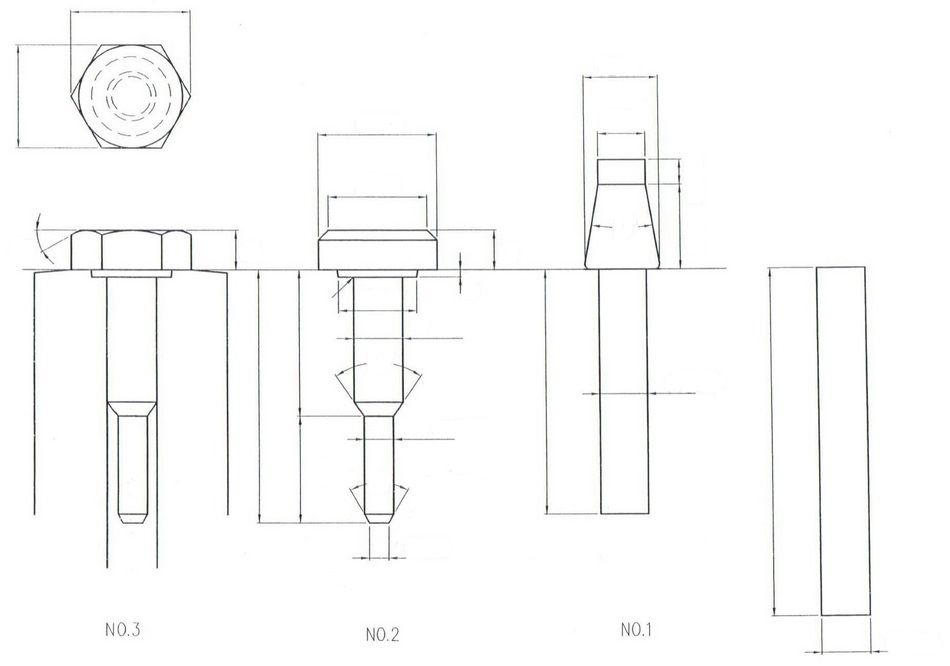
- подача металла и отрезка заготовки;
- (1) первое редуцирование стержня;
- (2) осадка головки и высадка фаски;
- (3) второе редуцирование стержня;
- обрезка головки на размер «под ключ».
Моток калиброванного металла с помощью кран-балки устанавливается на размоточное устройство и кусачками освобождается от вязок. Конец калиброванного металла выпрямляется и заправляется в подающие ролики холодновысадочного автомата. Из калиброванного металла на холодновысадочных станках производится высадка заготовок болтов. Технологический инструмент для штамповки болтов разделяется на инструмент матричного блока и инструмент пуансонной головки. Матричный блок служит для крепления отрезной и высадочных матриц и устанавливается в специальный проем станины пресса. Инструмент сборного матричного блока включает матрицы, матрицедержатели, проставки, опорные втулки, выталкиватели. Крепление матрицедержателей в блоке производится винтами в боковые скосы и специальными крышками. Регулировка матриц не предусматривается, а их соосность с пуансонами достигается путем регулировки пуансонодержателей и пуансонов, установленных в пуансонной головке. Пуансонная головка крепится к ползуну специально предусмотренными винтами и допускает регулировку в горизонтальной и вертикальной плоскостях; регулировка зазора между матрицей и пуансоном производится клином в переднем крайнем положении ползуна. От точности установки и регулировки инструмента зависит качество высаживаемых болтов и стойкость инструмента. Установка инструмента производится в определенной последовательности. В качестве технологической смазки может применяться индустриальное масло И-20А, либо другие виды смазок, обеспечивающие необходимую стойкость высадочного инструмента.
КОМПЛЕКТУЮЩИЕ КАТЕГОРИИ
ВЫСАДОЧНЫЙ ИНСТРУМЕНТ
ШЛИЦЕФРЕЗЕРНЫЙ СТАНОК ДЛЯ БОЛТОВ И ВИНТОВ
ПРОВОЛОКА ДЛЯ ВЫСАДКИ КРЕПЕЖА, МЕТИЗОВ И ДЕТАЛЕЙ
РЕЗЬБОНАКАТНЫЕ АВТОМАТЫ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ
АВТОМАТ ДЛЯ СБОРКИ БОЛТОКОМПЛЕКТОВ
Видео-презентация оборудования, инструмента и оснастки из Тайваня
Other Descriptions
- СВЯЖИТЕСЬ С НАМИ
info@solar-bear.tw - Карта сайта
Тайвань, г. Тайбэй, тел. +886-918-135-070, эл. почта: info@solar-bear.tw
Станки, метизное оборудование, инструмент из Тайваня для производства крепежа и калиброванного металлопроката.